
Wybór odpowiedniego wiertła pod gwint to jeden z tych detali, który decyduje o sukcesie lub porażce każdego projektu, od prostego majsterkowania po zaawansowane prace warsztatowe. W przypadku gwintu M6, precyzyjne dobranie średnicy wiertła jest absolutnie kluczowe dla uzyskania mocnego i trwałego połączenia. Ten artykuł dostarczy Ci kompleksowych i praktycznych wskazówek, dzięki którym zawsze wybierzesz właściwe narzędzie i unikniesz kosztownych błędów.
Wiertło 5,0 mm to standardowy wybór dla gwintu M6 o skoku 1,0 mm poznaj kluczowe zasady doboru
- Dla gwintu M6 o standardowym skoku 1,0 mm użyj wiertła o średnicy 5,0 mm.
- W przypadku gwintu drobnozwojnego M6x0,75, odpowiednie będzie wiertło 5,2 mm.
- Średnicę wiertła obliczysz prostym wzorem: D = M - P (średnica gwintu minus skok).
- Materiał obrabiany ma znaczenie: dla aluminium możesz rozważyć 4,9 mm, dla stali nierdzewnej kluczowe jest chłodzenie.
- Otwór musi być mniejszy od gwintu, aby gwintownik mógł naciąć materiał i uformować zwoje.
- Pamiętaj o punktowaniu, chłodzeniu i prostopadłości wiercenia, aby uniknąć błędów.
Dlaczego precyzyjny dobór wiertła pod gwint M6 jest absolutnie kluczowy?
W mojej praktyce często widzę, jak pozornie drobny błąd w doborze średnicy wiertła potrafi zniweczyć cały wysiłek włożony w projekt. Jeśli użyjesz zbyt dużego wiertła, gwintownik nie będzie miał wystarczającej ilości materiału do nacięcia pełnych zwojów. Efektem będzie luźny gwint, który nie utrzyma śruby, a w skrajnych przypadkach gwint w ogóle nie powstanie. Z kolei zbyt małe wiertło to prosta droga do katastrofy gwintownik napotka zbyt duży opór, co może doprowadzić do jego złamania w obrabianym materiale. Wyjęcie złamanego gwintownika to zadanie, którego nie życzę nawet największemu wrogowi. Dlatego tak ważne jest, aby podejść do tego z należytą starannością.
Podstawy, które musisz znać: Co to jest gwint M6 i jego parametry?
Zanim przejdziemy do konkretnych średnic, warto przypomnieć sobie podstawy. Gwint M6 to gwint metryczny o średnicy nominalnej 6 mm. Oznaczenie "M" pochodzi od słowa "metryczny", co oznacza, że jego wymiary są podane w milimetrach. Zarys gwintu jest trójkątny, z kątem wierzchołkowym wynoszącym 60 stopni, co jest zgodne z międzynarodową normą ISO DIN-13. Najczęściej spotykany jest gwint M6 o standardowym skoku 1,0 mm, choć istnieją również jego drobnozwojne odpowiedniki.
Średnica nominalna a skok gwintu: dwa wymiary, które definiują wszystko
W kontekście gwintowania kluczowe są dwa parametry: średnica nominalna (M) i skok gwintu (P). Średnica nominalna, jak już wspomniałem, to zewnętrzna średnica gwintu. Skok gwintu (P) natomiast to nic innego jak odległość mierzona wzdłuż osi gwintu między dwoma sąsiednimi wierzchołkami zwojów. To właśnie skok gwintu, obok średnicy nominalnej, jest decydującym czynnikiem przy wyborze odpowiedniego wiertła, ponieważ określa on, ile materiału musi zostać nacięte przez gwintownik.
Gwint standardowy (M6) vs. drobnozwojny (M6x0,75): kiedy którego używać?
Najczęściej w warsztacie spotkamy się z gwintem M6 o standardowym skoku 1,0 mm. Jest on uniwersalny i stosowany w większości zastosowań. Jednakże, istnieją również gwinty drobnozwojne, takie jak M6x0,75 (skok 0,75 mm) czy M6x0,5 (skok 0,5 mm). Te gwinty mają mniejszy skok, co oznacza więcej zwojów na tej samej długości. Znajdują one zastosowanie w mechanice precyzyjnej, gdzie wymagana jest większa dokładność regulacji, w elementach cienkościennych, gdzie standardowy gwint mógłby być zbyt słaby, a także tam, gdzie liczy się odporność na drgania gwinty drobnozwojne są bardziej samohamowne.
Złota zasada gwintowania: Jak dobrać wiertło do gwintu M6
Przejdźmy do sedna, czyli do konkretnej odpowiedzi na pytanie, jakie wiertło pod gwint M6. Złota zasada jest prosta: otwór pod gwint musi być zawsze mniejszy niż średnica nominalna gwintu. Dlaczego? Ponieważ gwintownik nie tylko usuwa materiał, ale przede wszystkim go nacina i formuje zwoje. Jeśli otwór będzie miał taką samą średnicę jak gwint, gwintownik nie będzie miał z czego uformować pełnego profilu gwintu, a nasze połączenie będzie słabe lub nie powstanie wcale.Wiertło 5,0 mm: Twój wybór dla standardowego skoku 1,0 mm
Dla najpopularniejszego gwintu M6 o standardowym skoku 1,0 mm, zalecaną i najczęściej stosowaną średnicą wiertła jest 5,0 mm. To jest ta wartość, którą powinieneś zapamiętać w pierwszej kolejności i która sprawdzi się w zdecydowanej większości przypadków.
Wiertło 5,2 mm: kiedy masz do czynienia z gwintem drobnozwojnym M6x0,75
Jeśli pracujesz z gwintem drobnozwojnym M6x0,75, musisz pamiętać o innej średnicy wiertła. W tym przypadku, ze względu na mniejszy skok, potrzebujemy nieco większego otworu. Zalecana średnica wiertła to 5,2 mm.
Prosty wzór, który uratuje Cię w każdej sytuacji: Jak samodzielnie obliczyć średnicę otworu?
Jeśli kiedykolwiek zapomnisz tabelarycznych wartości lub będziesz pracować z nietypowym gwintem, możesz skorzystać z prostego wzoru. Średnicę wiertła (D) obliczysz, odejmując skok gwintu (P) od jego średnicy nominalnej (M):
D = M - P
Dla gwintu M6 ze skokiem 1,0 mm wygląda to tak:
D = 6 mm - 1,0 mm = 5,0 mm
Dla gwintu M6x0,75:
D = 6 mm - 0,75 mm = 5,25 mm (w praktyce zaokrąglamy do 5,2 mm, aby zapewnić odpowiednią przestrzeń dla gwintownika).
Niektórzy doświadczeni ślusarze sugerują użycie wiertła 4,8 mm dla uzyskania ciaśniejszego pasowania, zwłaszcza przy gwintowaniu ręcznym, ale standardem tabelarycznym jest 5,0 mm. Może to jednak zwiększać ryzyko złamania gwintownika.

Dobór wiertła a materiał: Unikaj kosztownych błędów
Wybór średnicy wiertła to jedno, ale równie ważny jest materiał, w którym wiercisz. Różne metale wymagają odmiennych podejść, zarówno pod względem typu wiertła, jak i techniki wiercenia. Ignorowanie tego aspektu to prosta droga do uszkodzenia narzędzi lub obrabianego elementu.
Wiercenie w stali konstrukcyjnej: standardowe podejście
W przypadku zwykłej stali konstrukcyjnej, takiej jak S235 czy S355, standardowe podejście jest zazwyczaj wystarczające. Używamy tu standardowych wierteł HSS (High Speed Steel), a średnica 5,0 mm dla gwintu M6 o skoku 1,0 mm sprawdzi się doskonale. Ważne jest, aby wiertło było ostre i czyste, co zapewni gładki i precyzyjny otwór.
Stal nierdzewna (INOX): jakie wiertło i technika, by nie złamać narzędzia?
Stal nierdzewna, znana również jako INOX, to materiał znacznie trudniejszy w obróbce. Jest twardsza, bardziej ciągliwa i ma tendencję do utwardzania się podczas wiercenia, co może szybko stępić zwykłe wiertło. Dlatego do stali nierdzewnej zalecam stosowanie wierteł kobaltowych (HSS-E lub HSS-Co) lub wierteł z powłokami, takimi jak TiN lub TiAlN. Średnica otworu pozostaje standardowa (5,0 mm dla M6), ale kluczowa jest technika. Wierć na niższych obrotach (ok. 500-800 obr/min) i bezwzględnie stosuj chłodziwo lub smarowidło. To zapobiegnie przegrzewaniu się wiertła i materiału, co jest główną przyczyną stępienia narzędzia i utwardzania się stali nierdzewnej.Aluminium i metale miękkie: dlaczego wiertło 4,9 mm może być lepszym wyborem?
Aluminium i inne metale miękkie, takie jak mosiądz czy miedź, mają swoją specyfikę. Są podatne na tzw. "rozbijanie" otworu, czyli jego niekontrolowane powiększenie podczas wiercenia, zwłaszcza na wylocie. W takich sytuacjach, aby uzyskać ciaśniejsze pasowanie gwintu i zminimalizować ryzyko rozbicia, niektórzy praktycy, w tym i ja, sugerują użycie wiertła o nieco mniejszej średnicy, np. 4,9 mm lub 4,95 mm. Pamiętaj, że minimalna średnica otworu dla M6 podana w normach to 4,917 mm, więc takie lekkie zmniejszenie średnicy jest wciąż w granicach akceptowalnych tolerancji i często przynosi lepsze rezultaty w miękkich materiałach.
Od teorii do praktyki: Wiercenie i gwintowanie M6 krok po kroku
Sama wiedza o doborze wiertła to dopiero początek. Równie ważne jest prawidłowe wykonanie otworu i samo gwintowanie. Poniżej przedstawiam kilka kluczowych wskazówek, które pomogą Ci uniknąć typowych błędów.
Punktowanie: mały krok, który gwarantuje precyzję
Zawsze zaczynaj od punktowania miejsca wiercenia. Użyj punktaka i młotka, aby wykonać niewielkie wgłębienie w materiale. Ten mały krok jest absolutnie kluczowy, ponieważ zapobiega "wędrowaniu" wiertła po powierzchni materiału, co mogłoby skutkować krzywym lub przesuniętym otworem. Precyzyjne rozpoczęcie wiercenia to podstawa.
Klucz do sukcesu: Rola chłodzenia i smarowania podczas wiercenia
Niezależnie od materiału, a szczególnie w przypadku twardych stali czy stali nierdzewnej, chłodzenie i smarowanie wiertła jest niezwykle ważne. Stosuj specjalne oleje do gwintowania, pasty lub chłodziwa. Zmniejszają one tarcie, odprowadzają ciepło, co znacząco przedłuża żywotność wiertła i poprawia jakość obrabianego otworu. Pamiętaj, że przegrzane wiertło szybko się tępi i traci swoje właściwości.Ustawienie prostopadłości: jak uniknąć krzywego gwintu?
Krzywy gwint to zmora każdego majsterkowicza. Aby go uniknąć, musisz zadbać o prostopadłe ustawienie wiertła do powierzchni materiału. Jeśli wiercisz ręczną wiertarką, staraj się kontrolować kąt wiercenia, np. używając kątownika lub specjalnych prowadnic. Wiertarka stołowa z kolei znacznie ułatwia to zadanie, gwarantując idealną prostopadłość.
Najczęstsze błędy przy gwintowaniu i jak ich unikać
- Zły dobór średnicy wiertła: Użycie zbyt dużego lub zbyt małego wiertła prowadzi do słabego gwintu lub złamania gwintownika. Zawsze sprawdzaj tabelę lub wzór.
- Brak chłodzenia/smarowania: Szczególnie w twardych metalach, prowadzi do przegrzewania, stępienia wiertła i gwintownika.
- Brak punktowania: Wiertło "wędruje", otwór jest krzywy lub przesunięty.
- Krzywe wiercenie/gwintowanie: Powoduje krzywy gwint, który nie będzie prawidłowo współpracował ze śrubą.
- Zbyt duża prędkość obrotowa: Przegrzewanie narzędzi, szybsze zużycie, gorsza jakość otworu. Dobieraj obroty do materiału.
Kompletne narzędzia i tabela: Twój niezbędnik do gwintowania
Posiadanie odpowiedniego wiertła to tylko część sukcesu. Aby cały proces gwintowania przebiegł sprawnie i bezproblemowo, potrzebujesz także kilku innych narzędzi. Poniżej przedstawiam listę oraz pomocną tabelę.
Co oprócz wiertła powinno znaleźć się w Twoim warsztacie?
- Wiertarka: Najlepiej z regulacją obrotów, aby dostosować prędkość do materiału.
- Gwintownik: Ręczny (komplet 2 lub 3 sztuki) lub maszynowy, w zależności od potrzeb.
- Pokrętło do gwintowników: Niezbędne do ręcznego gwintowania.
- Punktak: Do precyzyjnego zaznaczenia miejsca wiercenia.
- Olej do gwintowania/chłodziwo: Kluczowe dla trwałości narzędzi i jakości gwintu.
- Kątownik/poziomica: Do kontroli prostopadłości.
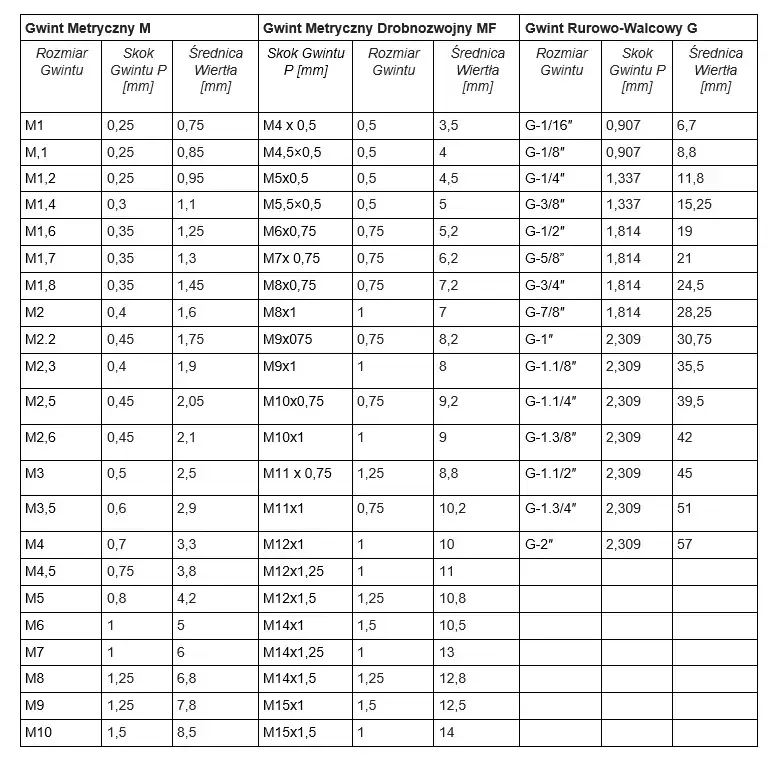
Tabela doboru wierteł pod gwinty metryczne: nie tylko dla M6
Aby ułatwić Ci pracę, przygotowałem tabelę z najpopularniejszymi gwintami metrycznymi i odpowiadającymi im standardowymi średnicami wierteł. To mój osobisty niezbędnik, który zawsze mam pod ręką.
| Gwint metryczny | Średnica wiertła |
|---|---|
| M3 | 2,5 mm |
| M4 | 3,3 mm |
| M5 | 4,2 mm |
| M6 | 5,0 mm |
| M8 | 6,8 mm |
| M10 | 8,5 mm |
| M12 | 10,2 mm |
Przeczytaj również: Wiertło pod gwint M8: 6,8 mm to nie wszystko! Poradnik eksperta
Gwintowniki ręczne czy maszynowe: które wybrać do swojego projektu?
Wybór między gwintownikami ręcznymi a maszynowymi zależy od skali i charakteru pracy. Gwintowniki ręczne, zazwyczaj występujące w kompletach (wstępny, pośredni, wykańczający), są idealne do pojedynczych otworów, prac precyzyjnych i tam, gdzie nie mamy dostępu do maszyny. Wymagają one jednak cierpliwości i wyczucia. Gwintowniki maszynowe, przeznaczone do pracy z wiertarkami stołowymi lub frezarkami, są znacznie szybsze i efektywniejsze przy większej liczbie gwintów, oferując jednocześnie większą precyzję i powtarzalność. Pamiętaj, aby zawsze dobierać gwintownik do rodzaju materiału, w którym będziesz pracować.