
Ten artykuł stanowi kompleksowy poradnik techniczny, który precyzyjnie odpowie na pytanie, jakiej średnicy wiertła użyć do przygotowania otworu pod gwint metryczny M4, a także wyjaśni podstawy doboru, wpływ materiału i konsekwencje błędów, dostarczając praktycznej wiedzy niezbędnej w każdym warsztacie.
Wiertło 3,3 mm: klucz do trwałego gwintu M4 poznaj zasady doboru
- Standardowa średnica wiertła pod gwint metryczny M4 wynosi 3,3 mm.
- Średnicę wiertła oblicza się wzorem: średnica nominalna gwintu (4 mm) minus skok gwintu (0,7 mm).
- Użycie zbyt małego wiertła grozi złamaniem gwintownika, natomiast zbyt dużego osłabieniem lub zerwaniem gwintu.
- Dobór wiertła może nieznacznie różnić się w zależności od obrabianego materiału, ale 3,3 mm jest najbezpieczniejszym wyborem.
- Precyzja wiercenia, odpowiednie chłodzenie i smarowanie są kluczowe dla jakości gwintu i trwałości narzędzi.
Wiertło 3,3 mm złoty standard dla gwintu M4
Kiedy staję przed zadaniem wykonania gwintu metrycznego M4, zawsze sięgam po wiertło o średnicy 3,3 mm. To nie jest przypadkowa wartość, a wynik precyzyjnych obliczeń i lat doświadczeń w warsztacie. Gwint M4 charakteryzuje się nominalną średnicą zewnętrzną wynoszącą 4 mm. Kluczowym parametrem, który wpływa na dobór wiertła, jest jego standardowy skok, który dla M4 wynosi 0,7 mm. Ta kombinacja parametrów sprawia, że 3,3 mm to złoty standard, który gwarantuje odpowiednią głębokość i wytrzymałość gwintu.
Prosta matematyka, wielka różnica: Jak skok gwintu 0,7 mm definiuje średnicę otworu
Dobór odpowiedniej średnicy wiertła pod gwint to nic innego jak prosta matematyka. Istnieje uniwersalny wzór, który stosuję w swojej pracy i który zawsze się sprawdza: Średnica wiertła = Średnica nominalna gwintu - Skok gwintu. W przypadku gwintu M4, wygląda to następująco: 4 mm (średnica nominalna) - 0,7 mm (skok gwintu) = 3,3 mm. Ta wartość, 3,3 mm, jest absolutnie kluczowa. Zapewnia ona, że gwintownik będzie miał wystarczającą ilość materiału do uformowania pełnego i mocnego gwintu, jednocześnie minimalizując ryzyko jego uszkodzenia.
Co się stanie, gdy użyjesz złego rozmiaru? Konsekwencje zbyt małego i zbyt dużego wiertła
W mojej praktyce widziałem wiele problemów wynikających z niewłaściwego doboru wiertła. Konsekwencje mogą być naprawdę frustrujące i kosztowne:
- Zbyt małe wiertło: Jeśli otwór będzie za mały, gwintownik napotka nadmierny opór. To z kolei prowadzi do jego zakleszczenia w materiale i, co gorsza, do złamaniu gwintownika. Wyjęcie złamanego narzędzia z otworu bywa niezwykle trudne, a czasem wręcz niemożliwe, co często oznacza konieczność odrzucenia obrabianego elementu.
- Zbyt duże wiertło: Z kolei zbyt duża średnica otworu sprawi, że gwintownik nie będzie miał wystarczającej ilości materiału do uformowania pełnego gwintu. Otrzymamy wtedy gwint niepełny, zbyt płytki, o niskiej wytrzymałości. Takie połączenie będzie podatne na łatwe zerwanie, co całkowicie podważa sens jego wykonania.
Zgodność z normami (ISO i DIN): Gwarancja idealnie dopasowanego połączenia
W świecie techniki precyzja jest wszystkim, dlatego tak ważne są normy. Wymiary gwintów metrycznych, a co za tym idzie, dobór wierteł, są ściśle standaryzowane przez międzynarodowe i krajowe normy techniczne. Mówię tu o takich normach jak ISO DIN-13, DIN 336 czy ISO 2306. Dzięki nim, niezależnie od tego, gdzie i przez kogo zostanie wykonany gwint M4, zawsze będzie on kompatybilny z odpowiednią śrubą. To właśnie te normy gwarantują powtarzalność i niezawodność połączeń, co jest fundamentem w każdej dziedzinie inżynierii.
Jak materiał wpływa na dobór wiertła pod gwint M4?
Choć 3,3 mm jest uniwersalną średnicą dla gwintu M4, muszę przyznać, że rodzaj obrabianego materiału może w pewnym stopniu wpłynąć na proces wiercenia i gwintowania. W praktyce jednak, dla gwintu M4, 3,3 mm pozostaje najbezpieczniejszym i najbardziej rekomendowanym wyborem, niezależnie od materiału. Różnice pojawiają się raczej w technice wiercenia, prędkościach obrotowych i konieczności stosowania chłodziwa, a nie w samej średnicy wiertła.
Wiercenie w stali zwykłej i nierdzewnej: Gdzie precyzja jest najważniejsza
Wiercenie w stali, zwłaszcza w stali nierdzewnej, to prawdziwe wyzwanie, które wymaga maksymalnej precyzji. Te materiały są twarde i stawiają duży opór narzędziom. Dlatego też, w przypadku stali, absolutne trzymanie się średnicy 3,3 mm jest krytyczne. Nawet minimalne odchylenie może spowodować nadmierne tarcie, przegrzanie wiertła lub, co gorsza, uszkodzenie gwintownika. Wiercenie w tych materiałach wymaga również odpowiedniego chłodzenia i niższych obrotów, aby zapewnić długą żywotność narzędzi i wysoką jakość gwintu.
Praca z metalami miękkimi (aluminium, miedź): Czy istnieje bezpieczne pole manewru?
Metale miękkie, takie jak aluminium czy miedź, są znacznie bardziej plastyczne niż stal. Teoretycznie, mogłoby się wydawać, że istnieje tu większe pole manewru w doborze średnicy wiertła. Jednak z mojego doświadczenia wynika, że nawet w tych przypadkach, 3,3 mm jest nadal najbardziej rekomendowaną i bezpieczną średnicą, jeśli zależy nam na trwałym i pełnowartościowym gwincie M4. Użycie zbyt dużego wiertła, nawet w miękkim materiale, może skutkować osłabieniem gwintu, który łatwo ulegnie zerwaniu pod obciążeniem.
Specyfika wiercenia w tworzywach sztucznych i drewnie pod gwint M4
Tworzywa sztuczne i drewno to materiały o zupełnie innej charakterystyce niż metale są bardziej elastyczne i łatwiejsze w obróbce. Mimo to, jeśli naszym celem jest uzyskanie pełnowartościowego gwintu metrycznego M4, średnica 3,3 mm nadal powinna być punktem wyjścia. Oczywiście, w specyficznych zastosowaniach, na przykład przy użyciu gwintów samogwintujących, można spotkać niewielkie odstępstwa od tej reguły. Jednak dla standardowego gwintowania metrycznego M4, aby uzyskać optymalną wytrzymałość i dopasowanie, trzymam się sprawdzonego standardu.
Proces wiercenia i gwintowania M4 krok po kroku
Prawidłowe wykonanie każdego etapu wiercenia i gwintowania jest absolutnie kluczowe dla jakości finalnego gwintu i trwałości naszych narzędzi. Nie ma tu miejsca na pośpiech czy niedokładność, ponieważ każdy błąd na wczesnym etapie może zemścić się później.
Krok 1: Wybór właściwego wiertła HSS, kobaltowe czy z powłoką TiN?
Wybór wiertła to podstawa. Do ogólnego zastosowania, wiertła HSS (High Speed Steel), czyli ze stali szybkotnącej, są zazwyczaj wystarczające. Jednak jeśli pracuję z twardszymi materiałami, takimi jak stal nierdzewna czy inne stopy, zawsze sięgam po wiertła z dodatkiem kobaltu (HSS-Co) lub te z powłokami, na przykład TiN (azotek tytanu). Te ostatnie są droższe, ale ich zwiększona twardość i odporność na wysoką temperaturę znacząco wydłużają żywotność narzędzia i poprawiają jakość otworu w trudnych warunkach.
Krok 2: Przygotowanie i pewne mocowanie materiału fundament precyzji
Zanim zacznę wiercić, zawsze upewniam się, że obrabiany materiał jest stabilnie i pewnie zamocowany. Czy to w imadle, czy na stole wiertarskim brak luzów to podstawa. Jakakolwiek niestabilność może skutkować krzywym otworem, co z kolei uniemożliwi wykonanie prawidłowego gwintu. To fundament, na którym budujemy całą precyzję naszej pracy.
Krok 3: Technika wiercenia jak utrzymać idealną prostopadłość i kontrolować obroty?
Kluczowe jest wiercenie otworu idealnie prostopadle do powierzchni materiału. Jeśli otwór będzie krzywy, gwint również będzie krzywy i nie spełni swojej funkcji. Używam do tego wiertarki stołowej, a jeśli muszę wiercić ręcznie, staram się korzystać z prowadnic. Ważny jest również dobór odpowiednich obrotów wiertarki zbyt wysokie obroty mogą przegrzać wiertło i materiał, zwłaszcza w twardszych metalach.
Krok 4: Rola chłodzenia i smarowania dlaczego praca "na sucho" to zły pomysł?
Praca "na sucho" to jeden z najczęstszych błędów, jakie widzę. Użycie chłodziwa lub specjalnego oleju do gwintowania jest absolutnie niezbędne, szczególnie podczas obróbki metali. Chłodziwo znacząco zmniejsza tarcie, zapobiega przegrzewaniu się wiertła i materiału, co przekłada się na lepszą jakość gwintu i znacznie dłuższą żywotność narzędzi. Bez odpowiedniego smarowania, ryzyko złamania gwintownika drastycznie wzrasta.
Krok 5: Gwintowanie ręczne vs maszynowe kluczowe różnice w technice
Gwintowanie ręczne wymaga szczególnej uwagi. Muszę pamiętać, aby co pewien czas cofnąć gwintownik o pół obrotu, aby złamać i usunąć wióry z otworu. To zapobiega ich zakleszczaniu się i zmniejsza opór, chroniąc gwintownik przed złamaniem. Gwintowanie maszynowe jest szybsze i bardziej powtarzalne, ale wymaga odpowiednich maszyn i precyzyjnego ustawienia, które kontroluje prędkość posuwu i moment obrotowy, eliminując ryzyko błędów ludzkich.
Najczęstsze błędy podczas gwintowania i jak ich unikać
Unikanie tych błędów jest kluczowe dla sukcesu i satysfakcji z wykonanej pracy. W mojej karierze widziałem je niezliczoną ilość razy, dlatego zawsze podkreślam ich wagę.
Złamany gwintownik w otworze: Koszmar każdego majsterkowicza i jak mu zapobiegać
Złamany gwintownik w otworze to prawdziwy koszmar każdego majsterkowicza. Najczęściej przyczyną jest zbyt małe wiertło, które powoduje zbyt duży opór podczas gwintowania. Aby tego uniknąć, zawsze upewniam się, że używam prawidłowej średnicy wiertła (dla M4 to 3,3 mm). Dodatkowo, kluczowe jest odpowiednie smarowanie, ostrożna technika gwintowania bez nadmiernego nacisku oraz regularne cofanie gwintownika w celu usunięcia wiórów. To proste zasady, które ratują nas przed godzinami frustracji i potencjalnym zniszczeniem obrabianego elementu.
Przyczyna słabych i "zerwanych" gwintów: Skutki niedokładnego wiercenia
Słabe, "zerwane" gwinty to zazwyczaj efekt niedokładnego wiercenia. Jeśli użyjemy zbyt dużego wiertła, gwintownik nie będzie miał wystarczającej ilości materiału do uformowania pełnego zarysu gwintu. Podobnie, wiercenie otworu pod kątem, a nie prostopadle, sprawi, że gwint będzie niepełny i osłabiony na jednej ze stron. Taki gwint nie utrzyma obciążenia i łatwo ulegnie uszkodzeniu. Precyzja i prawidłowy rozmiar wiertła to podstawa, aby gwint był mocny i niezawodny.
Przegrzanie materiału i narzędzia: Konsekwencje zbyt dużej prędkości i braku smarowania
Przegrzewanie materiału i narzędzia to kolejny poważny błąd. Zbyt duża prędkość obrotowa wiertarki lub brak odpowiedniego smarowania/chłodzenia powoduje, że zarówno wiertło, jak i gwintownik, a także sam obrabiany materiał, nagrzewają się. W przypadku stali może to prowadzić do jej utwardzenia, co jeszcze bardziej utrudnia gwintowanie i przyspiesza zużycie narzędzi. Przegrzewanie obniża również jakość gwintu, czyniąc go mniej precyzyjnym i trwałym. Zawsze pamiętam o odpowiedniej prędkości obrotowej i obfitym chłodzeniu.
Jak szybko odczytać tabele doboru wierteł
Umiejętność szybkiego i poprawnego odczytywania tabel doboru wierteł to podstawowa umiejętność w każdym warsztacie. Dzięki nim możemy błyskawicznie sprawdzić potrzebną średnicę, bez konieczności każdorazowego liczenia.
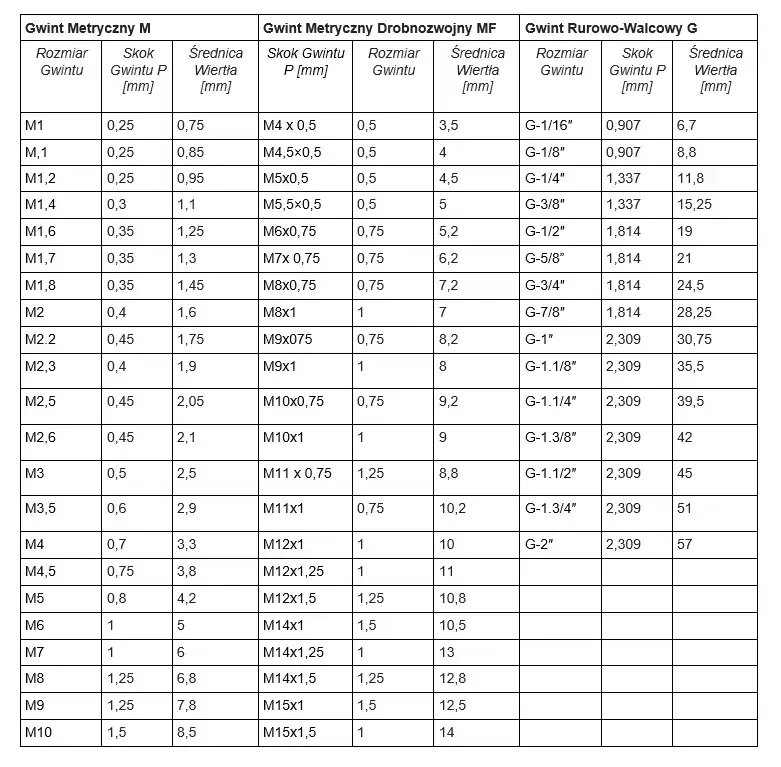
Rozszyfrowanie kolumn: Gwint, skok i zalecana średnica wiertła
Typowa tabela doboru wierteł jest zazwyczaj bardzo intuicyjna. Zawsze szukam trzech kluczowych kolumn. Pierwsza to nominalna średnica gwintu (np. M4, M6), która jasno określa, jaki gwint chcemy wykonać. Druga kolumna to skok gwintu, który jest niezbędny do obliczeń, jeśli nie znamy gotowej wartości. Trzecia i najważniejsza to zalecana średnica wiertła. To właśnie ona podaje nam gotową wartość, której potrzebujemy do wiercenia otworu.
Czy gwint drobnozwojny M4 zmienia zasady gry?
Dla gwintów drobnozwojnych, takich jak M4x0.5, zasada obliczania średnicy wiertła pozostaje dokładnie taka sama: średnica nominalna minus skok. Różnica polega na tym, że skok gwintu jest mniejszy niż w gwintach normalnych. W przypadku M4x0.5, obliczenie wygląda tak: 4 mm - 0.5 mm = 3.5 mm. Jak widać, wynikowa średnica wiertła jest inna niż dla standardowego M4. Dlatego zawsze podkreślam konieczność sprawdzenia skoku gwintu, zwłaszcza gdy mamy do czynienia z oznaczeniem typu M4x0.5, a nie tylko M4.
Przeczytaj również: Wiertła HSS: Przewodnik po rodzajach i zastosowaniach. Wybierz mądrze!
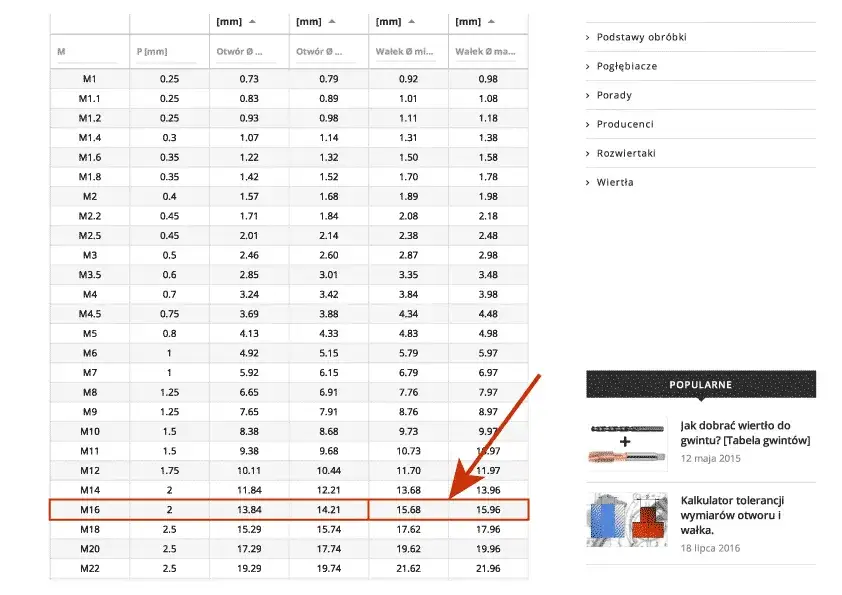
Tabela doboru wierteł dla najpopularniejszych gwintów metrycznych (M3-M10)
Poniżej przedstawiam podręczną tabelę, którą często wykorzystuję w swojej pracy. Zawiera ona najpopularniejsze gwinty metryczne i odpowiadające im zalecane średnice wierteł, obliczone zgodnie z omówionym wcześniej wzorem:
| Gwint metryczny | Zalecana średnica wiertła (mm) |
|---|---|
| M3 | 2.5 |
| M4 | 3.3 |
| M5 | 4.2 |
| M6 | 5.0 |
| M8 | 6.8 |
| M10 | 8.5 |