
Wiertła HSS-Co to specjalistyczne narzędzia, które stanowią ewolucję klasycznych wierteł ze stali szybkotnącej. Dodatek kobaltu (Co) do stopu HSS znacząco zwiększa ich odporność na wysoką temperaturę, co czyni je niezastąpionymi przy obróbce twardych i trudnoobrabialnych materiałów. W tym artykule, jako Cezary Dąbrowski, pomogę Ci zrozumieć ich unikalne właściwości, zastosowania oraz podjąć świadomą decyzję zakupową, szczególnie gdy stajesz przed wyzwaniem wiercenia w stali nierdzewnej czy innych wymagających metalach.
Wiertła HSS-Co: Klucz do wiercenia w twardych metalach i stali nierdzewnej
- Wiertła HSS-Co to narzędzia ze stali szybkotnącej (HSS) wzbogacone kobaltem (najczęściej 5% lub 8%), co zwiększa ich odporność na wysoką temperaturę.
- Dodatek kobaltu nie utwardza wiertła w temperaturze pokojowej, ale znacząco podnosi jego "twardość na gorąco", umożliwiając pracę z większymi prędkościami obrotowymi w wymagających materiałach.
- Są idealne do wiercenia w stali nierdzewnej, kwasoodpornej, stali stopowej, żeliwie, tytanie oraz innych twardych stopach.
- Wersja HSS-Co 5% (M35) jest uniwersalna, natomiast HSS-Co 8% (M42) przeznaczona jest do ekstremalnie twardych materiałów i zastosowań przemysłowych.
- Rozpoznasz je po oznaczeniach na wiertle (np. HSS-Co, Co 5%, M35); kolor (złocisty/miedziany) nie jest wyznacznikiem obecności kobaltu.
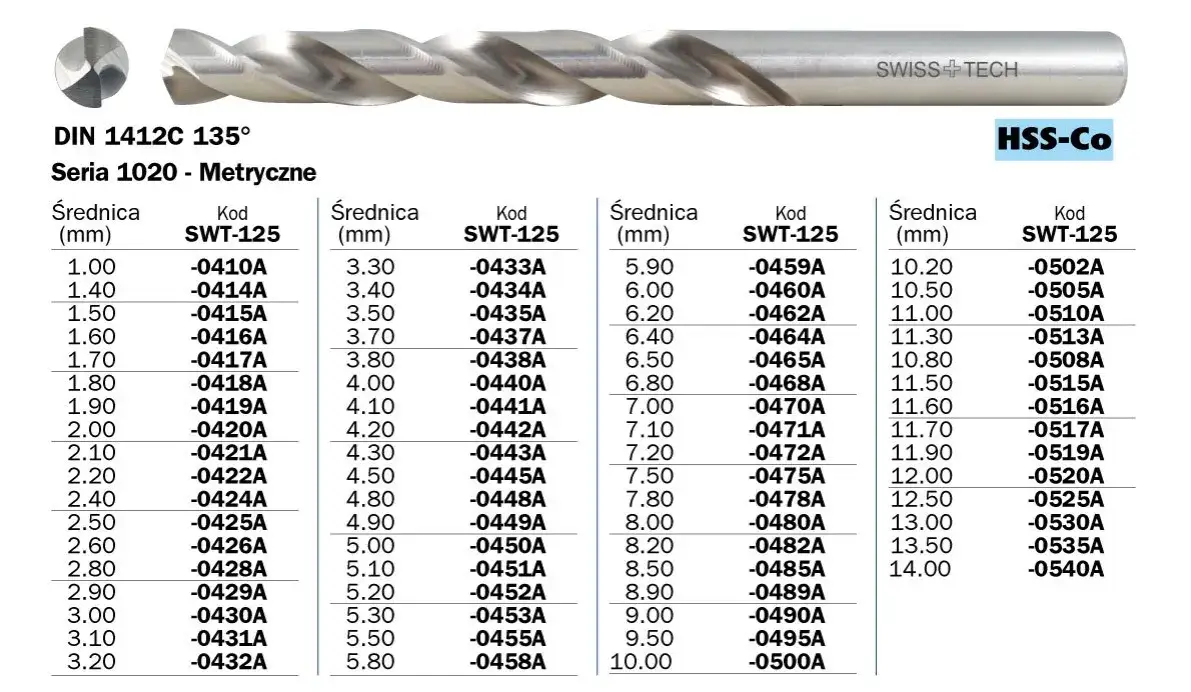
- Kluczowe dla ich żywotności jest stosowanie chłodzenia, odpowiednia prędkość obrotowa i kąt wierzchołkowy 135° ze szlifem krzyżowym.
Stal HSS jako fundament: Co musisz wiedzieć na start
Zanim zagłębimy się w specyfikę wierteł kobaltowych, warto przypomnieć sobie, czym jest stal szybkotnąca (HSS High Speed Steel). To materiał, który zrewolucjonizował obróbkę skrawaniem, umożliwiając pracę z znacznie wyższymi prędkościami niż tradycyjne stale narzędziowe. HSS charakteryzuje się wysoką twardością, odpornością na ścieranie i zdolnością do zachowania ostrości ostrza nawet w podwyższonych temperaturach. To właśnie te właściwości sprawiają, że HSS jest podstawą dla większości wierteł, frezów i innych narzędzi skrawających, które spotykamy na co dzień w warsztatach i przemyśle. Jest to solidna baza, którą inżynierowie postanowili ulepszyć, dodając kobalt.Rola kobaltu (Co): Sekret odporności na ekstremalne temperatury
I tu dochodzimy do sedna sprawy roli kobaltu. Wiele osób myśli, że dodatek kobaltu po prostu utwardza wiertło. To jednak uproszczenie. Kluczowa właściwość kobaltu polega na tym, że nie zwiększa on znacząco twardości wiertła w temperaturze pokojowej. Jego prawdziwa magia ujawnia się w wysokich temperaturach, generowanych podczas intensywnego wiercenia. Kobalt podnosi tak zwaną "twardość na gorąco" stali HSS. Oznacza to, że wiertło zachowuje swoją twardość i ostrość, nawet gdy rozgrzewa się do czerwoności. Dzięki temu możemy pracować z wyższymi prędkościami obrotowymi, wyższym posuwem i wiercić w bardzo twardych, trudnoobrabialnych materiałach, nie martwiąc się o szybkie stępienie czy zniszczenie ostrza. To właśnie ta odporność na ekstremalne temperatury sprawia, że wiertła HSS-Co są tak cennym narzędziem w profesjonalnych zastosowaniach.
Jak rozpoznać prawdziwe wiertło kobaltowe? Oznaczenia i cechy charakterystyczne
Rozpoznanie prawdziwego wiertła kobaltowego jest kluczowe, aby nie dać się nabrać na marketingowe sztuczki. Najważniejsze jest, aby zawsze szukać konkretnych oznaczeń na samym wiertle. Producenci narzędzi są zobowiązani do precyzyjnego informowania o składzie materiału. Pamiętaj, że charakterystyczny złocisty lub miedziany kolor, choć często kojarzony z wiertłami kobaltowymi, nie jest wiarygodnym wskaźnikiem. Może on wynikać z procesu pasywacji, który ma na celu ochronę przed korozją, lub z naniesionej powłoki, takiej jak TiN (azotek tytanu), która poprawia właściwości powierzchniowe, ale nie świadczy o obecności kobaltu w stopie. Zawsze zwracaj uwagę na:
- HSS-Co: Ogólne oznaczenie wskazujące na obecność kobaltu.
- Co 5%: Precyzuje zawartość kobaltu na poziomie 5%.
- M35: Oznaczenie normy materiałowej dla stali HSS z 5% kobaltu.
- Co 8%: Precyzuje zawartość kobaltu na poziomie 8%.
- M42: Oznaczenie normy materiałowej dla stali HSS z 8% kobaltu.
HSS-Co 5% (M35) czy HSS-Co 8% (M42): Jak wybrać idealne wiertło?
HSS-Co 5%: Uniwersalny mistrz do stali nierdzewnej i twardych metali
Wiertła HSS-Co 5%, oznaczane również jako M35, to bez wątpienia najpopularniejszy i najbardziej uniwersalny typ wierteł kobaltowych dostępnych na rynku. Moim zdaniem, oferują one doskonały kompromis między wydajnością, trwałością a ceną. Jeśli szukasz narzędzia, które poradzi sobie z większością wyzwań w profesjonalnym warsztacie, HSS-Co 5% będzie strzałem w dziesiątkę. Są idealne do obróbki stali nierdzewnej (INOX), żeliwa, stali stopowych o wysokiej wytrzymałości oraz innych twardych metali. Ich odporność na temperaturę jest wystarczająca do większości zastosowań, a cena nie jest tak zaporowa jak w przypadku ich mocniejszych braci.
HSS-Co 8%: Kiedy potrzebujesz bezkompromisowej wydajności w przemyśle?
Gdy mówimy o HSS-Co 8%, czyli M42, wchodzimy na wyższy poziom wytrzymałości. Te wiertła charakteryzują się jeszcze większą odpornością na temperaturę i ścieranie, co czyni je narzędziami do zadań specjalnych. Są przeznaczone przede wszystkim do zastosowań przemysłowych, gdzie obrabia się materiały o ekstremalnej twardości, takie jak stopy tytanu, inconel, czy inne superstopy używane na przykład w przemyśle lotniczym. Warto jednak pamiętać, że ta zwiększona wydajność ma swoją cenę wiertła M42 są droższe i, co istotne, nieco bardziej kruche niż M35. Ich wyższa twardość sprawia, że są bardziej podatne na pęknięcia przy niewłaściwym użytkowaniu lub nagłych obciążeniach.
Analiza kosztów i korzyści: Czy droższe wiertło zawsze oznacza lepsze?
Wybór między HSS-Co 5% a HSS-Co 8% to klasyczny przykład dylematu kosztów i korzyści. Czy zawsze warto inwestować w droższe wiertła M42? Moja odpowiedź brzmi: niekoniecznie. Jeśli Twoje codzienne zadania obejmują wiercenie w stali nierdzewnej, zwykłych stalach stopowych czy żeliwie, wiertła M35 będą w zupełności wystarczające i znacznie bardziej ekonomiczne. Zapewnią Ci długą żywotność i doskonałą precyzję. Wiertła M42 to inwestycja, która opłaca się tylko wtedy, gdy regularnie pracujesz z materiałami o ekstremalnej twardości, gdzie M35 po prostu nie daje rady lub zużywa się zbyt szybko. Pamiętaj, że kluczem jest dopasowanie narzędzia do specyfiki projektu i twardości obrabianego materiału. Nie ma sensu przepłacać za możliwości, których nie wykorzystasz.
Zastosowanie wierteł HSS-Co: W jakich materiałach sprawdzą się najlepiej?
Wiercenie w stali nierdzewnej (INOX) i kwasoodpornej: Poradnik krok po kroku
Wiercenie w stali nierdzewnej i kwasoodpornej to jedno z najczęstszych wyzwań, z którymi mierzą się rzemieślnicy i przemysłowcy. Stal nierdzewna ma tendencję do "ciągnięcia" i szybkiego utwardzania się pod wpływem ciepła, co może błyskawicznie stępić zwykłe wiertła. Wiertła HSS-Co są do tego stworzone! Oto mój poradnik, jak skutecznie wiercić w tych materiałach:
- Niska prędkość obrotowa: To absolutna podstawa. Stal nierdzewna nie lubi wysokich obrotów. Im wolniej, tym lepiej, aby uniknąć przegrzewania materiału i wiertła.
- Stały, umiarkowany nacisk: Utrzymuj stały, ale nie nadmierny nacisk. Zbyt mały nacisk spowoduje "ślizganie się" wiertła i utwardzanie materiału, zbyt duży jego złamanie.
- Bezwzględne chłodzenie: To najważniejszy punkt. Używaj dedykowanej emulsji lub oleju do gwintowania. Chłodziwo odprowadza ciepło, smaruje i zapobiega utwardzaniu się materiału. Wiercenie "na sucho" w stali nierdzewnej wiertłem HSS-Co to proszenie się o kłopoty.
- Wiercenie bez przerw: Staraj się wiercić ciągle, aż do momentu przebicia materiału. Przerywanie pracy i ponowne rozpoczynanie może prowadzić do utwardzenia się powierzchni i trudności z kontynuacją.
- Ostrość wiertła: Zawsze używaj ostrego wiertła. Tępe wiertło generuje więcej ciepła i zamiast skrawać, "poleruje" materiał.
Obróbka żeliwa, tytanu i innych wymagających stopów
Wiertła HSS-Co to prawdziwi bohaterowie, gdy przychodzi do pracy z innymi trudnymi materiałami. Ich odporność na wysoką temperaturę i ścieranie sprawia, że są preferowanym wyborem w wielu specjalistycznych zastosowaniach:
- Żeliwo i staliwo: Te materiały są twarde i ścierne. Wiertła kobaltowe doskonale radzą sobie z ich strukturą, zapewniając czyste otwory i dłuższą żywotność niż standardowe HSS.
- Tytan i jego stopy: Tytan jest znany ze swojej wytrzymałości i trudności w obróbce. Wiertła HSS-Co, szczególnie te z 8% kobaltu (M42), są niezbędne do efektywnego wiercenia w tych materiałach, gdzie generowane są ekstremalnie wysokie temperatury.
- Stopy niklu (np. Inconel) i brązy o wysokiej twardości: Podobnie jak tytan, te materiały wymagają narzędzi o wyjątkowej odporności termicznej. Wiertła kobaltowe minimalizują ryzyko utwardzania się materiału i przedwczesnego zużycia ostrza.
Materiały, przy których wiertło HSS-Co to przesada (i co wybrać zamiast niego)
Choć wiertła HSS-Co są fantastyczne, nie są panaceum na wszystko. Używanie ich do każdego zadania to marnowanie pieniędzy i potencjału narzędzia. Moim zdaniem, w niektórych przypadkach są po prostu przesadą i nieefektywnym wyborem. Do wiercenia w miękkich metalach, takich jak aluminium czy miedź, standardowe wiertła HSS (bez kobaltu) z odpowiednią geometrią ostrza będą wystarczające, a nawet lepsze, ponieważ są mniej kruche. Do drewna, płyt wiórowych czy tworzyw sztucznych absolutnie nie ma sensu używać wierteł kobaltowych lepiej sprawdzą się dedykowane wiertła do drewna (np. świdry, piórowe) lub wiertła do plastiku. W przypadku ekstremalnie twardych materiałów, takich jak hartowana stal, ceramika czy beton, nawet HSS-Co może być niewystarczające. Wtedy należy sięgnąć po wiertła węglikowe (VHM) lub wiertła z płytkami diamentowymi (PCD), które są znacznie twardsze i zaprojektowane do takich zastosowań.
Jak prawidłowo używać wierteł kobaltowych, aby służyły długo?
Dobór odpowiednich parametrów: Prędkość obrotowa i posuw
Prawidłowy dobór prędkości obrotowej i posuwu to fundament efektywnego i długotrwałego użytkowania wierteł HSS-Co, zwłaszcza w twardych materiałach. Chociaż wiertła kobaltowe pozwalają na wyższe prędkości skrawania niż standardowe HSS, nadal wymagają precyzyjnej regulacji. Zbyt wysoka prędkość bez odpowiedniego chłodzenia doprowadzi do przegrzania i szybkiego stępienia ostrza. Zbyt niska prędkość może powodować utwardzanie się materiału i nieefektywne skrawanie. Posuw, czyli siła, z jaką wiertło zagłębia się w materiał, również jest kluczowy. Zbyt mały posuw to "polerowanie" materiału, zbyt duży ryzyko złamania wiertła. Zawsze warto konsultować tabele parametrów skrawania dla konkretnego materiału i średnicy wiertła, aby znaleźć optymalne ustawienia.
Chłodzenie to podstawa: Dlaczego emulsja lub olej są niezbędne?
Jeśli miałbym wskazać jeden najważniejszy czynnik wpływający na żywotność wierteł HSS-Co, byłoby to chłodzenie. Emulsja chłodząca lub specjalny olej do gwintowania są absolutnie niezbędne, zwłaszcza podczas wiercenia w stali nierdzewnej, tytanie czy innych twardych stopach. Chłodziwo pełni kilka kluczowych funkcji: przede wszystkim odprowadza ciepło z obszaru skrawania, zapobiegając przegrzewaniu się ostrza wiertła i utwardzaniu się obrabianego materiału. Dodatkowo, smaruje proces skrawania, zmniejszając tarcie i ułatwiając odprowadzanie wiórów. Inwestycja w dobrej jakości chłodziwo to inwestycja w długowieczność Twoich wierteł i jakość wykonanych otworów. Wiercenie "na sucho" w wymagających materiałach to najszybsza droga do zniszczenia nawet najlepszego wiertła kobaltowego.Szlif krzyżowy i kąt 135°: Techniczne detale, które robią różnicę
Dwa techniczne detale wiertła HSS-Co, które znacząco wpływają na jego wydajność, to kąt wierzchołkowy 135° i szlif krzyżowy (tzw. split point). Kąt 135° jest optymalny do wiercenia w twardych materiałach, ponieważ rozkłada siłę nacisku na większą powierzchnię ostrza, zwiększając jego wytrzymałość i zmniejszając ryzyko pęknięcia. Szlif krzyżowy to natomiast prawdziwy game changer. Dzięki niemu wiertło znacznie łatwiej się centruje na powierzchni materiału, eliminując potrzebę punktowania czy używania wiertła pilotującego. Co więcej, szlif krzyżowy zmniejsza siłę nacisku potrzebną do rozpoczęcia wiercenia, co jest szczególnie ważne przy pracy z wiertarkami ręcznymi. To właśnie te detale sprawiają, że wiertła HSS-Co są tak efektywne i precyzyjne.
Najczęstsze błędy podczas wiercenia i jak ich unikać
Nawet najlepsze wiertła HSS-Co mogą szybko ulec zniszczeniu, jeśli nie będziemy ich używać prawidłowo. Oto najczęstsze błędy, które obserwuję, i moje wskazówki, jak ich unikać:
- Zbyt wysokie obroty bez chłodzenia: To błąd numer jeden. Prowadzi do natychmiastowego przegrzania i stępienia ostrza. Zawsze obniżaj obroty i stosuj chłodziwo w twardych materiałach.
- Niewystarczający posuw: Zbyt mały nacisk powoduje "polerowanie" materiału, generowanie ciepła i utwardzanie powierzchni, zamiast efektywnego skrawania. Utrzymuj stały, umiarkowany posuw.
- Użycie niewłaściwego wiertła do danego materiału: Wiercenie w drewnie wiertłem kobaltowym to marnotrawstwo. Zawsze dobieraj wiertło do rodzaju obrabianego materiału.
- Brak usuwania wiórów: Zalegające wióry mogą przegrzewać wiertło i blokować je w otworze. Regularnie wycofuj wiertło, aby usunąć wióry, zwłaszcza przy głębokich otworach.
- Brak centrowania: Rozpoczynanie wiercenia bez dokładnego zapunktowania lub użycia szlifu krzyżowego prowadzi do "wędrowania" wiertła i niedokładnych otworów.
- Przegrzewanie wiertła podczas ostrzenia: Jeśli ostrzysz wiertła samodzielnie, unikaj przegrzewania ostrza na szlifierce, co może zmienić strukturę stali i zniwelować efekty dodatku kobaltu.
Regeneracja i konserwacja: Czy ostrzenie wierteł HSS-Co jest opłacalne?
Kiedy i jak ostrzyć wiertła kobaltowe, by przywrócić im dawną skuteczność?
Ostrzenie wierteł kobaltowych jest jak najbardziej możliwe i często opłacalne, zwłaszcza w przypadku droższych, większych średnic. Kluczowe jest jednak, aby robić to precyzyjnie. Wiertła HSS-Co mają specyficzną geometrię, często z kątem wierzchołkowym 135° i szlifem krzyżowym, które muszą być zachowane. Ostrzenie "z ręki" na zwykłej szlifierce może być trudne i często prowadzi do zniszczenia geometrii. Dlatego zalecam użycie specjalistycznych ostrzałek do wierteł, które pozwalają na precyzyjne ustawienie kątów i odtworzenie szlifu krzyżowego. Pamiętaj, aby używać odpowiednich ściernic, które nie przegrzeją ostrza. Ostrzenie jest opłacalne, gdy wiertło jest tylko stępione, a nie uszkodzone mechanicznie (np. ukruszone ostrze). Dobrze naostrzone wiertło kobaltowe może służyć przez wiele lat.
Przeczytaj również: Makita: Japońska precyzja, globalna produkcja. Czy kraj ma znaczenie?
Przechowywanie i dbałość o wiertła proste zasady, które wydłużają ich życie
Nawet najlepsze wiertła HSS-Co nie będą służyć długo, jeśli nie będziemy o nie dbać. Proste zasady przechowywania i konserwacji mogą znacząco wydłużyć ich żywotność:
- Czyszczenie po użyciu: Zawsze czyść wiertła z wiórów i resztek chłodziwa po każdym użyciu. Pozostałości mogą prowadzić do korozji.
- Ochrona przed korozją: Jeśli wiertła nie są używane przez dłuższy czas, warto je lekko naoliwić lub przechowywać w suchym środowisku, aby zapobiec rdzewieniu.
- Przechowywanie w dedykowanych kasetach: Wiertła powinny być przechowywane w specjalnych kasetach lub stojakach, gdzie każde ma swoje miejsce. Zapobiega to uszkodzeniom mechanicznym, tępieniu się ostrzy przez wzajemne ocieranie i ułatwia szybkie znalezienie odpowiedniego rozmiaru.
- Unikanie upadków: Wiertła kobaltowe, zwłaszcza te z wyższą zawartością kobaltu (M42), są bardziej kruche. Upadek na twardą powierzchnię może spowodować ukruszenie ostrza lub pęknięcie wiertła.
- Regularna kontrola ostrości: Przed każdym użyciem sprawdź ostrość wiertła. Praca tępym narzędziem jest nieefektywna i szkodliwa zarówno dla wiertła, jak i obrabianego materiału.