
Wybór odpowiedniego wiertła pod gwint M5 to klucz do sukcesu każdego projektu, niezależnie od tego, czy jesteś doświadczonym majsterkowiczem, czy dopiero zaczynasz swoją przygodę z obróbką metali. W tym artykule dostarczę precyzyjnej odpowiedzi na pytanie o optymalną średnicę wiertła, uwzględniając różne materiały i typy gwintów. Przedstawię również proces gwintowania krok po kroku, aby pomóc Ci uniknąć typowych błędów i wykonać gwint prawidłowo, zapewniając jego trwałość i funkcjonalność.
Optymalna średnica wiertła pod gwint M5 kluczowe informacje
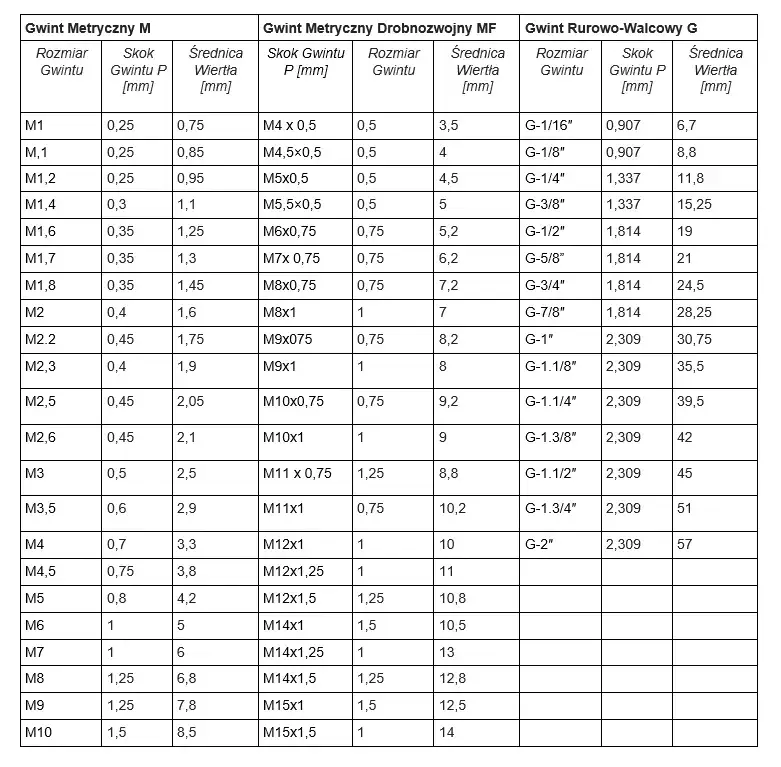
- Dla standardowego gwintu metrycznego M5 (skok 0.8 mm) najczęściej stosuje się wiertło o średnicy 4.2 mm.
- Wybór średnicy wiertła może zależeć od materiału: 4.2 mm dla materiałów twardych i kruchych, a 4.3 mm dla materiałów miękkich i ciągliwych.
- Gwinty drobnozwojne M5 (np. M5x0.5) wymagają innego wiertła w tym przypadku 4.5 mm.
- Prawidłowe wykonanie gwintu wymaga punktowania, prostopadłego wiercenia, użycia zestawu gwintowników oraz chłodzenia/smarowania.
- Unikaj typowych błędów, takich jak zła średnica wiertła, wiercenie pod kątem czy brak chłodziwa, aby zapobiec uszkodzeniu gwintu lub narzędzi.
Dobór wiertła pod gwint M5 kluczowe zasady
Z mojego doświadczenia wiem, że prawidłowy dobór wiertła to absolutna podstawa sukcesu przy gwintowaniu M5. Nawet najlepszy gwintownik nie pomoże, jeśli otwór bazowy nie będzie miał odpowiedniej średnicy. Kluczowa zasada, którą zawsze powtarzam, opiera się na zrozumieniu skoku gwintu to od niego wszystko się zaczyna.
Gwint M5: Zrozumienie podstawowych parametrów (skok gwintu)
Oznaczenie M5 w kontekście gwintów metrycznych informuje nas o średnicy nominalnej gwintu, która wynosi 5 milimetrów. Jednak równie ważnym, jeśli nie ważniejszym, parametrem jest skok gwintu. Skok to odległość między dwoma sąsiednimi zwojami gwintu, mierzona równolegle do osi gwintu. Dla standardowego gwintu M5, który spotykamy najczęściej, skok wynosi 0.8 mm. To właśnie ten parametr ma bezpośredni wpływ na to, jakiej średnicy wiertła powinniśmy użyć, aby gwint był mocny i łatwy do wykonania.
Złota reguła: Dlaczego wiertło 4.2 mm to najczęstsza odpowiedź?
Dla standardowego gwintu M5 ze skokiem 0.8 mm, wiertło o średnicy 4.2 mm jest najczęściej zalecanym wyborem i mogę to potwierdzić z praktyki. Ta średnica nie jest przypadkowa wynika ona z prostej zasady: średnica nominalna gwintu (5 mm) minus skok gwintu (0.8 mm). Wynik, czyli 4.2 mm, zapewnia około 75% wypełnienia gwintu. Dlaczego nie 100%? Ponieważ pełne wypełnienie gwintu jest trudne do osiągnięcia, zwiększa ryzyko złamania gwintownika i nie jest konieczne dla większości zastosowań. 75% wypełnienia to optymalny kompromis, który gwarantuje wystarczającą wytrzymałość połączenia, a jednocześnie ułatwia proces gwintowania, minimalizując siły potrzebne do nacinania materiału.
Kiedy teoria spotyka praktykę: Od czego zależy finalna średnica otworu?
Choć złota reguła z wiertłem 4.2 mm jest bardzo pomocna, moje doświadczenie pokazuje, że w praktyce musimy wziąć pod uwagę nieco więcej czynników. Oprócz samego skoku gwintu, na finalny dobór średnicy wiertła wpływają także rodzaj obrabianego materiału oraz specyficzne wymagania gwintu, na przykład czy mamy do czynienia z gwintem drobnozwojnym. Te dodatkowe aspekty mogą wymagać niewielkiej korekty średnicy wiertła, aby uzyskać optymalny rezultat i uniknąć problemów podczas gwintowania. Przejdziemy przez nie w kolejnych sekcjach.
Materiał a średnica wiertła pod gwint M5
Właściwości obrabianego materiału mają istotny wpływ na wybór średnicy wiertła. Zawsze podkreślam, że to nie tylko kwestia precyzji, ale także trwałości samego gwintu i zapobiegania uszkodzeniom zarówno materiału, jak i narzędzi. Inaczej zachowa się stal, inaczej aluminium, a jeszcze inaczej tworzywo sztuczne.
Wiercenie w stali i metalach twardych: Trzymaj się standardu 4.2 mm
Kiedy pracuję z materiałami twardymi i kruchymi, takimi jak żeliwo, twarde stopy stali nierdzewnej czy mosiądz, zawsze trzymam się wiertła o średnicy 4.2 mm. Jest to najlepszy wybór, ponieważ w tych materiałach gwintownik ma tendencję do "wypychania" mniej materiału na boki. Mniejszy otwór startowy pozwala na uzyskanie mocnego, pełnego gwintu, który będzie miał odpowiednią wytrzymałość. Co więcej, w materiałach kruchych minimalizujemy ryzyko pęknięcia materiału podczas gwintowania, co jest kluczowe dla bezpieczeństwa i jakości wykonanej pracy.
Wiercenie w aluminium i metalach miękkich: Kiedy warto rozważyć wiertło 4.3 mm?
W przypadku materiałów miękkich i ciągliwych, takich jak stal konstrukcyjna, miękkie aluminium, miedź czy brąz, zdarza mi się rozważyć użycie wiertła o średnicy 4.3 mm. Dlaczego? Materiały te mają tendencję do "płynięcia" i "rozpychania się" pod gwintownikiem. Nieco większy otwór ułatwia odprowadzanie wiórów, które w miękkich materiałach mogą być długie i trudne do usunięcia, a także zmniejsza ryzyko zakleszczenia gwintownika. Mimo nieco większego otworu, wciąż zapewniamy wystarczającą wytrzymałość gwintu, ponieważ materiał jest bardziej plastyczny i lepiej wypełnia zwoje gwintownika.
Specyficzne przypadki: Tworzywa sztuczne i drewno
Gwintowanie w tworzywach sztucznych i drewnie to zupełnie inna bajka. Ze względu na ich elastyczność i tendencję do odkształceń, dobór wiertła może wymagać indywidualnego podejścia. Czasami stosuje się specjalne gwintowniki do tworzyw sztucznych, które mają inną geometrię. Jednak jako dobry punkt wyjścia, wiertło 4.2 mm często okazuje się odpowiednie, zwłaszcza w twardszych tworzywach. W miękkich plastikach lub drewnie, gdzie materiał jest bardzo elastyczny, można rozważyć nawet nieco mniejsze wiertło, aby gwint miał lepsze "trzymanie", ale zawsze trzeba to przetestować na próbce.
Gwint standardowy czy drobnozwojny jak rozpoznać i dobrać wiertło?
Rozróżnianie gwintów standardowych od drobnozwojnych to absolutna podstawa, której znaczenie dla doboru wiertła jest kluczowe. Pomyłka w tym miejscu może skutkować nie tylko zniszczeniem gwintu, ale także uszkodzeniem narzędzi, a tego przecież chcemy uniknąć.
Gwint metryczny standardowy (M5x0.8): Jak go zidentyfikować?
Gwint metryczny standardowy, taki jak M5x0.8, jest najczęściej spotykanym typem gwintu. Jeśli widzisz oznaczenie po prostu "M5" bez dodatkowego parametru skoku, możesz być niemal pewien, że masz do czynienia z gwintem standardowym o skoku 0.8 mm. To właśnie ten typ gwintu jest stosowany w zdecydowanej większości połączeń śrubowych, od maszyn po elementy wyposażenia domowego. Zawsze zakładam, że jeśli nie ma innej informacji, to jest to standardowy M5x0.8.
Gwint drobnozwojny (np. M5x0.5): Kiedy go spotkasz i jakiego wiertła użyć?
Gwint drobnozwojny, oznaczany na przykład jako M5x0.5, charakteryzuje się mniejszym skokiem niż gwint standardowy. Oznaczenie "x0.5" wyraźnie wskazuje na skok gwintu wynoszący 0.5 mm. Tego typu gwinty są stosowane w precyzyjnych mechanizmach, optyce, elementach o cienkich ściankach lub tam, gdzie wymagana jest większa odporność na luzowanie, np. w śrubach regulacyjnych. Ze względu na mniejszy skok, gwint drobnozwojny wymaga innego wiertła. Dla gwintu M5x0.5 średnicę wiertła obliczamy tak samo: średnica nominalna (5 mm) minus skok gwintu (0.5 mm), co daje nam 4.5 mm. Pamiętaj, aby zawsze zwracać uwagę na pełne oznaczenie gwintu!
Gdzie szukać pewnych informacji? Tabele doboru wierteł i normy techniczne
W mojej praktyce zawsze polegam na sprawdzonych źródłach. Jeśli masz jakiekolwiek wątpliwości co do doboru wiertła, szczególnie przy mniej typowych gwintach, zawsze sięgaj po tabele doboru wierteł pod gwinty metryczne. Są one dostępne w normach technicznych, takich jak PN/M-80090 czy DIN 336, a także w wielu poradnikach technicznych i w internecie na stronach producentów narzędzi. To najpewniejsze źródło informacji, które eliminuje ryzyko pomyłki i gwarantuje prawidłowy dobór narzędzi.
Idealny gwint M5 instrukcja krok po kroku
Dobór wiertła to, jak już wiemy, podstawa, ale to tylko początek drogi do idealnego gwintu. Kluczem do sukcesu jest przestrzeganie prawidłowego procesu gwintowania. Z mojego doświadczenia wiem, że nawet drobne odstępstwa od tej instrukcji mogą prowadzić do frustracji i zepsutych elementów.
Krok 1: Przygotowanie stanowiska i narzędzi czego będziesz potrzebować?
Zanim zaczniesz, upewnij się, że masz pod ręką wszystkie niezbędne narzędzia. Będziesz potrzebować:
- Wiertarka (najlepiej stołowa dla precyzji, ale ręczna też się sprawdzi z odpowiednią techniką)
- Wiertło o odpowiedniej średnicy (np. HSS 4.2 mm lub 4.3 mm)
- Punktak i młotek
- Pokrętło do gwintowników (tzw. gwintownik)
- Zestaw gwintowników M5 (zwykle 3-stopniowy: zdzierak, pośredni, wykańczak)
- Chłodziwo lub olej do gwintowania
- Szczotka do czyszczenia otworu
Pamiętaj również o zapewnieniu bezpiecznych warunków pracy: stabilne mocowanie obrabianego elementu w imadle oraz odpowiednie oświetlenie to podstawa.
Krok 2: Punktowanie dlaczego nie wolno pomijać tego etapu?
Punktowanie otworu przed wierceniem to etap, którego absolutnie nie wolno pomijać! Używając punktaka i młotka, wykonaj niewielkie wgłębienie w miejscu, gdzie ma powstać otwór. To wgłębienie służy jako prowadzenie dla wiertła i zapobiega jego "wędrowaniu" po powierzchni materiału. Dzięki temu masz pewność, że otwór zostanie wywiercony dokładnie tam, gdzie chcesz, i co najważniejsze zachowasz jego prostopadłość do powierzchni, co jest krytyczne dla prawidłowego gwintu.
Krok 3: Wiercenie otworu technika dla idealnej prostopadłości
Teraz czas na wiercenie. Zamocuj wiertło o wybranej średnicy (np. 4.2 mm) w wiertarce. Jeśli masz wiertarkę stołową, to świetnie znacznie ułatwi ona zachowanie prostopadłości. Jeśli używasz wiertarki ręcznej, staraj się utrzymać ją jak najbardziej prostopadle do powierzchni, możesz wspomóc się kątownikiem. Dobierz właściwą prędkość obrotową dla stali i metali twardych niższa, dla aluminium i tworzyw sztucznych nieco wyższa. Podczas wiercenia regularnie stosuj chłodziwo, aby zapobiec przegrzewaniu się wiertła i materiału, a także ułatwić odprowadzanie wiórów. Wierć stopniowo, wycofując wiertło co jakiś czas, aby usunąć wióry.
Krok 4: Gwintowanie ręczne rola zestawu gwintowników i prawidłowa technika
Gwintowanie ręczne wykonujemy zazwyczaj zestawem 3-stopniowym, co jest metodą, którą zawsze polecam dla najlepszych rezultatów:
- Gwintownik zdzierak (nr 1): Ma najbardziej stożkowy kształt i służy do wstępnego nacięcia gwintu.
- Gwintownik pośredni (nr 2): Ma mniej stożkowy kształt i pogłębia gwint, nadając mu właściwy profil.
- Gwintownik wykańczak (nr 3): Ma niemal prosty kształt i służy do ostatecznego wykończenia gwintu, nadając mu pełny i precyzyjny profil.
Włóż pierwszy gwintownik (zdzierak) do pokrętła i upewnij się, że jest on osadzony prostopadle do otworu. Zacznij gwintować, obracając gwintownik o około 1/2 obrotu do przodu, a następnie o 1/4 obrotu do tyłu. Ten ruch do tyłu jest kluczowy pozwala on na łamanie wiórów i zapobiega ich zakleszczaniu się, co mogłoby doprowadzić do złamania gwintownika. Powtarzaj tę czynność, przechodząc kolejno przez gwintownik pośredni i wykańczak, zawsze dbając o prostopadłość i regularne usuwanie wiórów.
Krok 5: Chłodzenie i smarowanie sekret trwałości narzędzi i jakości gwintu
Nie mogę wystarczająco podkreślić, jak kluczową rolę odgrywa chłodziwo lub olej do gwintowania. To nie jest opcja, to konieczność! Chłodziwo pełni kilka funkcji: po pierwsze, zmniejsza tarcie między gwintownikiem a materiałem, co ułatwia gwintowanie i zmniejsza wysiłek. Po drugie, odprowadza ciepło, zapobiegając przegrzewaniu się narzędzia i materiału, co jest szczególnie ważne dla trwałości gwintowników. Po trzecie, ułatwia odprowadzanie wiórów, zapobiegając ich gromadzeniu się. W efekcie, regularne stosowanie chłodziwa przedłuża żywotność narzędzi i znacznie poprawia jakość oraz gładkość gwintu. To mała inwestycja, która zwraca się wielokrotnie.
Unikaj tych błędów podczas gwintowania M5
W mojej karierze widziałem wiele zepsutych gwintów i złamanych narzędzi. Świadomość najczęstszych błędów to pierwszy krok do ich uniknięcia. Pamiętaj, że każdy błąd to nie tylko frustracja, ale często także kosztowna pomyłka.
Złamany gwintownik w otworze: Jak zapobiegać i co robić, gdy się zdarzy?
Złamany gwintownik w otworze to jeden z najbardziej irytujących problemów. Najczęstsze przyczyny to: zła średnica wiertła (za mała), brak smarowania/chłodzenia, zbyt duży nacisk, brak regularnego usuwania wiórów (ruch gwintownika do tyłu), a także krzywe gwintowanie. Aby zapobiegać, zawsze stosuj odpowiednie wiertło, obficie smaruj, używaj lekkiego, równomiernego nacisku i pamiętaj o łamaniu wiórów. Jeśli gwintownik się złamie, spróbuj użyć specjalnego wykrętaka do gwintowników. W skrajnych przypadkach może być konieczne rozwiercenie go lub usunięcie za pomocą metody elektroerozyjnej, ale to już ostateczność.
Zerwany lub niepełny gwint: Analiza przyczyn
Zerwany lub niepełny gwint to problem, który bezpośrednio wpływa na wytrzymałość połączenia. Najczęściej jest to skutek zbyt dużego wiertła materiał nie ma wystarczającej ilości miejsca, aby gwintownik mógł naciąć pełny profil. Inne przyczyny to zużyty gwintownik (tępe krawędzie nie nacinają, a "gną" materiał), brak chłodziwa (zwiększone tarcie i przegrzewanie), zbyt szybkie gwintowanie lub materiał zbyt miękki, który nie utrzymuje kształtu gwintu. Zawsze sprawdzaj stan narzędzi i upewnij się, że średnica otworu jest optymalna dla danego materiału.
Wiercenie pod kątem: Skutki i proste metody na zachowanie precyzji
Wiercenie otworu pod kątem to błąd, który będzie Cię prześladował przez cały proces gwintowania. Skutki to krzywy gwint, który uniemożliwi prawidłowe wkręcenie śruby, trudności w montażu, a także znacznie większe ryzyko złamania gwintownika, ponieważ będzie on pracował pod obciążeniem bocznym. Aby zachować prostopadłość, zawsze zaczynaj od punktowania. Jeśli nie masz wiertarki stołowej, użyj kątownika do wizualnej kontroli prostopadłości wiertła. Wierć powoli, kontrolując kąt z różnych stron. Precyzja na tym etapie to oszczędność czasu i nerwów później.
Przeczytaj również: Hilti czy Makita? Serwis, moc, cena co wybrać dla firmy?
Podsumowanie: Ściągawka doboru wiertła pod gwint M5
Po przejściu przez wszystkie aspekty gwintowania M5, czas na szybkie podsumowanie najważniejszych informacji. Poniżej przedstawiam ściągawkę, którą każdy powinien mieć w pamięci, aby gwintowanie było zawsze efektywne i bezproblemowe.
Kluczowe wartości, które musisz zapamiętać
- 4.2 mm: Standardowa średnica wiertła dla gwintu metrycznego M5x0.8.
- 4.3 mm: Średnica wiertła, którą warto rozważyć dla gwintu M5x0.8 w materiałach miękkich i ciągliwych (np. aluminium, stal konstrukcyjna).
- 4.5 mm: Średnica wiertła dla gwintu drobnozwojnego M5x0.5.
Dobre praktyki, które gwarantują sukces
- Zawsze punktuj otwór przed wierceniem, aby zapewnić precyzję i prostopadłość.
- Wierć otwór prostopadle do powierzchni, najlepiej używając wiertarki stołowej.
- Obficie stosuj chłodziwo lub olej do gwintowania, aby zmniejszyć tarcie i przedłużyć żywotność narzędzi.
- Używaj zestawu gwintowników 3-stopniowych (zdzierak, pośredni, wykańczak) dla najlepszej jakości gwintu.
- Pamiętaj o technice "pół obrotu do przodu, ćwierć do tyłu", aby łamać wióry i zapobiegać zakleszczaniu się gwintownika.
- Nie spiesz się precyzja i cierpliwość to klucz do trwałego i estetycznego gwintu.