
Ten artykuł to kompleksowy przewodnik po prawidłowym podłączaniu zacisku masowego w spawarce. Dowiesz się, czy masa to plus czy minus w zależności od metody spawania (MMA, TIG, MIG/MAG) oraz jakie są konsekwencje błędnego podłączenia dla jakości spoiny i bezpieczeństwa.
Prawidłowe podłączenie masy w spawarce: Klucz do stabilnego łuku i trwałej spoiny
- W metodzie MMA (elektroda otulona) najczęściej stosuje się masę na minusie (DC+), ale dla cienkich blach lub specyficznych elektrod może być wymagana masa na plusie (DC-).
- W spawaniu TIG DC masa zawsze powinna być podłączona do plusa (uchwyt na minusie), aby chronić elektrodę wolframową przed uszkodzeniem.
- W metodzie MIG/MAG standardowo masa jest na minusie, jednak w przypadku drutów samoosłonowych często wymagane jest podłączenie masy do plusa.
- Błędne podłączenie biegunowości prowadzi do niestabilnego łuku, słabej jakości spoiny (brak przetopu, rozpryski) i może uszkodzić elektrodę wolframową w TIG.
- Zawsze sprawdzaj zalecenia producenta na opakowaniu elektrod lub drutów spawalniczych oraz oznaczenia na samej spawarce.
Podstawa każdego spawu: Dlaczego biegunowość jest tak kluczowa?
Co to jest biegunowość w spawaniu i dlaczego nie można jej ignorować?
Z mojego doświadczenia wiem, że jednym z najbardziej fundamentalnych, a często bagatelizowanych aspektów spawania, jest prawidłowe podłączenie biegunowości. Biegunowość w spawaniu to nic innego jak kierunek przepływu prądu elektrycznego w obwodzie spawalniczym. Od tego, jak podłączymy przewody czy uchwyt spawalniczy będzie na plusie, a masa na minusie, czy odwrotnie zależy bardzo wiele. To kluczowy element, który wpływa na proces spawania, jego efektywność, jakość spoiny, a nawet bezpieczeństwo pracy. Ignorowanie tej zasady to prosta droga do frustracji i słabych wyników.
Krótka ściągawka: Jak biegunowość wpływa na rozkład ciepła i głębokość wtopienia.
Biegunowość ma bezpośredni wpływ na to, gdzie w łuku spawalniczym wydziela się najwięcej ciepła. To z kolei decyduje o głębokości wtopienia i kształcie spoiny. W przypadku biegunowości odwrotnej (DC+), gdzie uchwyt elektrodowy podłączony jest do bieguna dodatniego (+), a zacisk masowy do ujemnego (-), około 2/3 ciepła wydziela się na końcu elektrody. To sprawia, że jest to idealne rozwiązanie do spawania grubszych materiałów, ponieważ zapewnia głębsze wtopienie. Z kolei przy biegunowości prostej (DC-), czyli uchwycie elektrodowym na minusie (-) i masie na plusie (+), większość ciepła (również około 2/3) koncentruje się na spawanym materiale. Taki układ stosuje się głównie przy spawaniu cienkich blach, aby zapobiec ich przepaleniu.
Skutki pomyłki: Co się stanie, gdy podłączysz kable odwrotnie?
Pomyłka w podłączeniu biegunowości to nie tylko drobna niedogodność, ale realny problem, który może mieć szereg negatywnych konsekwencji. Z mojego doświadczenia mogę wymienić kilka najczęstszych:
- Niestabilny łuk: Łuk spawalniczy staje się trudny do zajarzenia i utrzymania. Często "pryska" i gaśnie, co uniemożliwia płynne prowadzenie spoiny.
- Niska jakość spoiny: To chyba najbardziej widoczny skutek. Spoina będzie miała płytkie wtopienie (brak przetopu), będzie charakteryzować się nadmiernymi rozpryskami, porowatością i nieregularnym kształtem lica. Krótko mówiąc będzie słaba i nieestetyczna.
- Problemy ze sprzętem: W metodzie TIG, odwrotne podłączenie niemal natychmiast prowadzi do uszkodzenia i topienia się nietopliwej elektrody wolframowej. Chociaż nowoczesne spawarki inwertorowe są dość odporne, niewłaściwa biegunowość może prowadzić do ich przegrzewania, a w skrajnych przypadkach do awarii.
- Trudności w kontroli jeziorka spawalniczego: Niewłaściwa biegunowość, szczególnie przy wyższych prądach, może nasilać zjawisko "dmuchania" łuku, co dodatkowo utrudnia precyzyjne prowadzenie spoiny.
Spawanie MMA: Gdzie podpiąć masę dla idealnej spoiny?
Złota zasada dla większości elektrod: Masa na minus, elektroda na plus (Biegunowość odwrotna DC+).
W metodzie spawania elektrodą otuloną (MMA) najczęściej spotkamy się z biegunowością odwrotną (DC+). Oznacza to, że uchwyt z elektrodą podłączamy do gniazda dodatniego (+), a zacisk masowy do gniazda ujemnego (-). Dlaczego tak? Taka konfiguracja powoduje, że większość ciepła (około 2/3) wydziela się na końcu elektrody. To z kolei przekłada się na głębsze wtopienie, co jest niezwykle korzystne przy spawaniu grubszych materiałów. Jeśli zależy nam na solidnym przetopie i mocnej spoinie, to jest to nasz domyślny wybór.
Kiedy należy złamać zasadę? Spawanie cienkich blach z masą na plusie (Biegunowość prosta DC-).
Oczywiście, od każdej zasady są wyjątki. W MMA czasami stosuje się biegunowość prostą (DC-). W tym przypadku uchwyt elektrodowy podłączamy do bieguna ujemnego (-), a masę do dodatniego (+). Kiedy to ma sens? Głównie przy spawaniu bardzo cienkich blach. Dzięki temu, że większość ciepła (około 2/3) wydziela się na spawanym materiale, a nie na elektrodzie, minimalizujemy ryzyko przepaleń. Jest to też czasami wymagane przez specyficzne typy elektrod, które są przeznaczone do pracy w takiej konfiguracji.
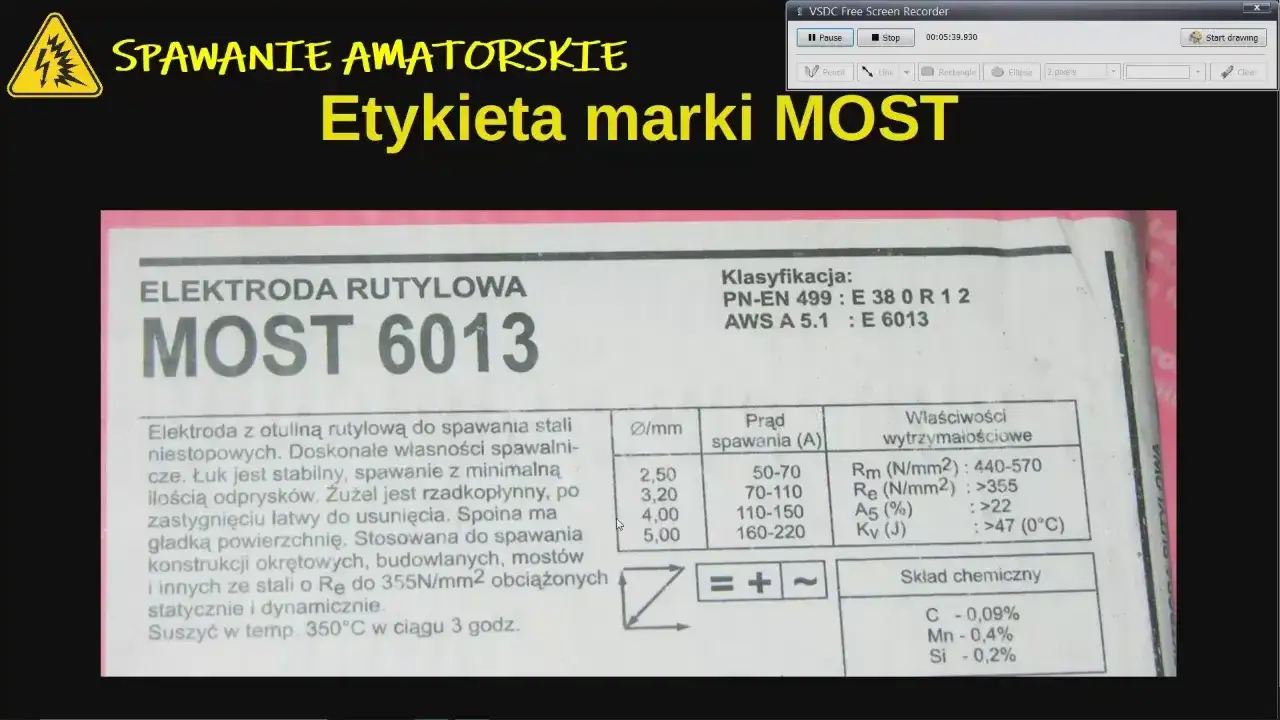
Twoja najważniejsza wskazówka: Jak czytać oznaczenia na opakowaniu elektrod (rutylowe vs zasadowe).
Jak zawsze powtarzam moim kursantom: opakowanie elektrod to Twoja biblia! Producenci zawsze umieszczają na nim informację o zalecanej biegunowości. To jest najważniejsze źródło wiedzy, bo nawet w ramach jednego typu elektrod mogą pojawić się różnice. Na przykład, elektrody rutylowe (oznaczone jako R) często spawa się z masą na minusie (DC+), ale niektóre z nich mogą wymagać podłączenia odwrotnego. Elektrody zasadowe (oznaczone jako B) z reguły wymagają podłączenia uchwytu do plusa (masa na minusie), co zapewnia najlepsze właściwości mechaniczne spoiny i minimalizuje ryzyko pęknięć.
Podłączanie masy w metodzie TIG: Jak chronić elektrodę wolframową?
Jedyna słuszna droga w TIG DC: Masa zawsze na plus, uchwyt na minus.
W spawaniu TIG prądem stałym (DC) sprawa jest znacznie prostsza i bardziej jednoznaczna. Tutaj niemal zawsze stosujemy biegunowość prostą (DCEN - Direct Current Electrode Negative). Oznacza to, że uchwyt z elektrodą wolframową podłączamy do bieguna ujemnego (-), a zacisk masowy do dodatniego (+). Ta konfiguracja jest kluczowa dla ochrony nietopliwej elektrody wolframowej.
Dlaczego odwrotne podłączenie w TIG to przepis na katastrofę?
Jeśli w TIG DC podłączymy biegunowość odwrotnie (DCEP - Direct Current Electrode Positive), czyli uchwyt na plus, a masę na minus, to z mojego doświadczenia wiem, że czeka nas katastrofa. Większość ciepła skoncentruje się na elektrodzie wolframowej, która nie jest przeznaczona do topienia się. Efektem będzie bardzo szybkie zużycie, topienie się i zniszczenie elektrody, co uniemożliwi spawanie. Jest to konfiguracja praktycznie niestosowana w TIG DC, chyba że w bardzo specyficznych, rzadkich zastosowaniach, które wykraczają poza standardowe spawanie.
Wpływ na jakość spoiny: Stabilność łuku i estetyka połączenia przy prawidłowej biegunowości.
Prawidłowa biegunowość w TIG DC nie tylko chroni elektrodę wolframową, ale także zapewnia niezwykłą stabilność łuku spawalniczego. To pozwala na precyzyjną kontrolę nad jeziorkiem spawalniczym, co jest fundamentalne dla uzyskania estetycznej i wysokiej jakości spoiny. Bez prawidłowego podłączenia, spawanie TIG byłoby praktycznie niemożliwe do wykonania z zadowalającym rezultatem.
Biegunowość w półautomacie MIG/MAG: Czy zasady są inne?
Spawanie w osłonie gazu (drut lity): Standardowe podłączenie z masą na minusie.
W metodzie spawania półautomatycznego MIG/MAG, gdy używamy drutu litego w osłonie gazu (np. CO2, Argon, mieszanki), standardowym podłączeniem jest biegunowość odwrotna. Oznacza to, że uchwyt spawalniczy (tzw. palnik MIG/MAG) podłączamy do bieguna dodatniego (+), a zacisk masowy do ujemnego (-). Taka konfiguracja zapewnia stabilny łuk, dobre wtopienie i minimalizuje rozpryski, co jest kluczowe dla efektywnego spawania.
Wyjątek potwierdzający regułę: Kiedy przy spawaniu drutem samoosłonowym masę podłączamy do plusa?
Podobnie jak w MMA, w MIG/MAG również mamy wyjątek. Dotyczy on spawania drutami samoosłonowymi (proszkowymi), które nie wymagają zewnętrznego gazu osłonowego, ponieważ posiadają własny topnik. W przypadku wielu drutów samoosłonowych często wymagane jest zastosowanie biegunowości prostej. Oznacza to, że uchwyt spawalniczy podłączamy do bieguna ujemnego (-), a zacisk masowy do dodatniego (+). Jest to kluczowe dla prawidłowego działania topnika i uzyskania akceptowalnej jakości spoiny.
Jak sprawdzić zalecenia producenta drutu, by uniknąć błędów?
Moja rada jest prosta i niezmienna: zawsze, ale to zawsze, sprawdzaj zalecenia producenta drutu spawalniczego! Informacja o wymaganej biegunowości jest zawsze umieszczona na opakowaniu drutu lub w jego karcie technicznej. Nie zgaduj, nie bazuj na "bo tak mi się wydaje". Błąd w podłączeniu biegunowości przy spawaniu drutem samoosłonowym może skutkować bardzo niestabilnym łukiem, nadmiernymi rozpryskami i słabą jakością spoiny, a tego przecież chcemy uniknąć.
Praktyczny poradnik: Twoja checklista przed spawaniem
Zanim zaczniesz spawać, poświęć chwilę na szybką kontrolę. To proste kroki, które oszczędzą Ci nerwów i zapewnią dobrą jakość pracy:
Krok 1: Zawsze odłączaj zasilanie przed zmianą przewodów.
Bezpieczeństwo przede wszystkim! Zanim dotkniesz jakichkolwiek przewodów czy gniazd w spawarce, zawsze odłącz ją od zasilania. Prąd elektryczny to nie przelewki, a chwila nieuwagi może kosztować zdrowie.
Krok 2: Zidentyfikuj oznaczenia "+" i "-" na swojej spawarce.
Każda spawarka ma wyraźnie oznaczone gniazda prądowe. Poszukaj symboli "+" i "-". Upewnij się, że wiesz, które gniazdo odpowiada za biegun dodatni, a które za ujemny. W nowoczesnych spawarkach inwertorowych często są to szybkozłącza, które ułatwiają podłączenie.
Krok 3: Sprawdź zalecaną biegunowość dla Twojego materiału (elektrody/drutu).
To jest ten moment, w którym wracasz do opakowania elektrod MMA lub drutu MIG/MAG. Przeczytaj dokładnie informację o zalecanej biegunowości. To kluczowa zasada, której nie wolno pomijać, jeśli chcesz uzyskać dobrą spoinę.
Krok 4: Zadbaj o czyste i solidne zamocowanie zacisku masowego: klucz do stabilnego łuku.
Nawet idealnie dobrana biegunowość nie pomoże, jeśli masa będzie źle podłączona. Upewnij się, że zacisk masowy jest przymocowany do czystej, wolnej od farby, rdzy, oleju i innych zanieczyszczeń powierzchni. Im bliżej miejsca spawania, tym lepiej. Dobre połączenie masowe to podstawa stabilnego łuku i równomiernego przepływu prądu.
Przeczytaj również: Ile miedzi w spawarce EW-23u? Złomować czy sprzedać?
Więcej niż biegunowość: Co jeszcze wpływa na jakość spawania?
Niestabilny łuk i rozpryski? To może być wina złej biegunowości.
Jeśli podczas spawania zmagasz się z niestabilnym łukiem, który "ucieka" lub gaśnie, a wokół spoiny pojawia się mnóstwo rozprysków, to jednym z pierwszych elementów do sprawdzenia jest właśnie biegunowość. Pamiętaj, że nieprawidłowe podłączenie kabli to bardzo częsta przyczyna tych problemów. Niestabilny łuk utrudnia kontrolę nad jeziorkiem spawalniczym, co bezpośrednio przekłada się na jakość i estetykę spoiny.
Brak przetopu i słaba spoina? Sprawdź najpierw podłączenie kabli.
Płytkie wtopienie, brak przetopu, czy ogólnie słaba i niepewna spoina to sygnały, które powinny zapalić czerwoną lampkę. Zanim zaczniesz regulować prąd, prędkość podawania drutu czy inne parametry, upewnij się, że biegunowość jest poprawna. Jak już wspomniałem, biegunowość ma ogromny wpływ na rozkład ciepła, a co za tym idzie na głębokość wtopienia. Czasem drobna korekta w podłączeniu kabli może całkowicie odmienić jakość Twojej pracy.
Czy niewłaściwa polaryzacja może uszkodzić spawarkę inwertorową?
To pytanie często pojawia się na forach i szkoleniach. Nowoczesne spawarki inwertorowe są zazwyczaj wyposażone w systemy zabezpieczające, które chronią je przed uszkodzeniem w przypadku błędnego podłączenia. W większości przypadków spawarka po prostu nie będzie spawać poprawnie lub zadziała zabezpieczenie termiczne. Jednakże, niewłaściwe podłączenie może prowadzić do nadmiernego obciążenia i przegrzewania się urządzenia, co w dłuższej perspektywie skraca jego żywotność. W skrajnych sytuacjach, zwłaszcza w metodzie TIG, gdzie elektroda wolframowa jest nietopliwa, błędna biegunowość może doprowadzić do jej szybkiego uszkodzenia. Zawsze lepiej dmuchać na zimne i sprawdzać podłączenia, niż ryzykować awarię sprzętu.