
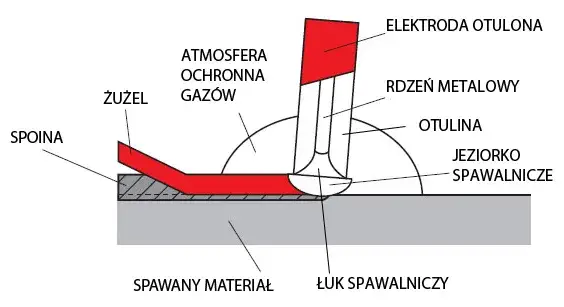
W spawaniu metodą MMA (Manual Metal Arc), czyli spawaniem elektrodą otuloną, prawidłowe prowadzenie elektrody to absolutna podstawa, która decyduje o jakości, wytrzymałości i estetyce każdej spoiny. Bez opanowania tej techniki, nawet najlepszy sprzęt i idealnie dobrane parametry nie zagwarantują sukcesu. Ten artykuł to praktyczny przewodnik, który pomoże Ci zrozumieć i wdrożyć fundamentalne zasady manipulowania elektrodą, aby Twoje spoiny były zawsze solidne i wolne od wad.
Opanowanie precyzyjnego prowadzenia elektrody to klucz do trwałej i estetycznej spoiny w spawaniu MMA
- Kąt nachylenia (5-15 stopni) decyduje o wtopieniu i wyglądzie spoiny.
- Stała prędkość spawania zapobiega przepaleniom lub brakowi przetopu.
- Długość łuku (jak średnica rdzenia) stabilizuje proces i redukuje odpryski.
- Ruchy elektrody (prostoliniowe, oscylacyjne) dostosuj do szerokości spoiny.
- Pamiętaj o dopasowaniu prądu, rodzaju elektrody i czystości materiału.
- Unikaj przyklejania elektrody, kontrolując prąd i długość łuku.
Precyzyjne prowadzenie elektrody to nie tylko umiejętność techniczna, ale wręcz sztuka, która ma fundamentalne znaczenie dla jakości, wytrzymałości i estetyki każdej spoiny. To właśnie od sposobu, w jaki manipulujesz elektrodą, zależy, czy spoina będzie miała odpowiednie wtopienie, gładkie lico i będzie wolna od niepożądanych wad. Błędy w tej technice, takie jak zbyt szybkie lub zbyt wolne prowadzenie, niewłaściwy kąt czy niestabilna długość łuku, są najczęstszymi przyczynami problemów, takich jak podtopienia, porowatość, brak przetopu czy nieregularny wygląd. Opanowanie tej umiejętności pozwala uniknąć frustracji i kosztownych poprawek, a zamiast tego cieszyć się solidnymi i profesjonalnie wyglądającymi połączeniami.
Z mojego doświadczenia wynika, że aby osiągnąć dobre wyniki w spawaniu, musisz skupić się na trzech kluczowych aspektach prawidłowego prowadzenia elektrody: kącie nachylenia, prędkości spawania i długości łuku. To właśnie te elementy tworzą podstawę każdej udanej spoiny. Opanowanie ich to pierwszy krok do tego, by Twoje prace spawalnicze były nie tylko skuteczne, ale i estetyczne.
Kąt ataku: Jak idealnie nachylić elektrodę do materiału?
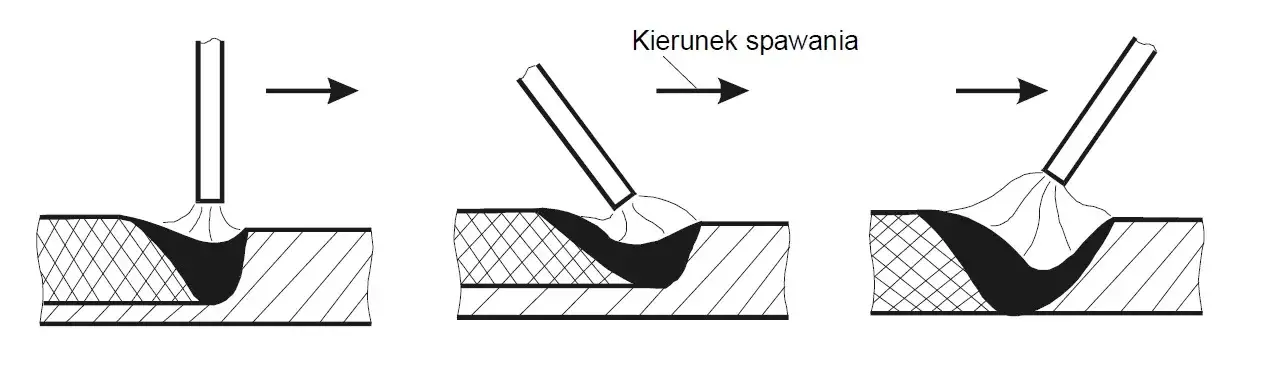
Kąt nachylenia elektrody to jeden z najbardziej krytycznych parametrów, który wpływa na głębokość wtopienia, kształt lica spoiny, a także na stabilność łuku. Uniwersalna zasada, którą zawsze podkreślam moim uczniom, to prowadzenie elektrody pod kątem 5-15 stopni w kierunku spawania. Mówimy tu o metodzie "ciągnięcia" (backhand), która jest dominująca w pozycjach podolnej (PA), nabocznej (PC) i pułapowej (PE).
Pamiętaj, że większe pochylenie elektrody w kierunku spawania zwiększa głębokość wtopienia, co jest szczególnie korzystne przy spawaniu grubszych materiałów, gdzie solidne połączenie jest priorytetem. Jednocześnie, zbyt duży kąt może prowadzić do nadmiernego rozprysku i trudności w kontrolowaniu jeziorka spawalniczego. Z kolei zbyt mały kąt może skutkować płytkim wtopieniem i słabą jakością spoiny.
Jak kontrolować i utrzymywać stały kąt podczas pracy? To wymaga praktyki, ale mam kilka wskazówek:
- Wizualizacja: Przed rozpoczęciem spawania, ustaw elektrodę pod odpowiednim kątem i zapamiętaj ten obraz. Możesz nawet użyć kątomierza, aby "wyczuć" prawidłowe nachylenie.
- Stabilna postawa: Zadbaj o stabilną pozycję ciała. Jeśli Twoja ręka drży lub musisz się mocno wysilać, trudno będzie utrzymać stały kąt.
- Punkt podparcia: Jeśli to możliwe, znajdź punkt podparcia dla ręki lub przedramienia. To znacznie zwiększy precyzję.
- Obserwacja jeziorka: Zwracaj uwagę na to, jak jeziorko spawalnicze reaguje na zmianę kąta. Z czasem nauczysz się intuicyjnie rozpoznawać, czy kąt jest prawidłowy.
Prędkość ma znaczenie: Jak znaleźć "złoty środek" w tempie spawania?
Prędkość prowadzenia elektrody to kolejny filar, który bezpośrednio wpływa na jakość spoiny. Zbyt wolne spawanie to częsty błąd początkujących. Prowadzi ono do nadmiernego nagrzewania materiału, co może skutkować przepaleniami, zwłaszcza na cieńszych blachach, oraz tworzeniem się zbyt szerokiej i wypukłej spoiny. Taka spoina jest nie tylko nieestetyczna, ale często ma też gorsze właściwości mechaniczne.
Z drugiej strony, zbyt szybkie prowadzenie elektrody jest równie szkodliwe. W efekcie otrzymujemy wąską, nieregularną spoinę z płytkim przetopem, a nawet z jego całkowitym brakiem. Taka spoina jest słaba i nie spełnia swojej funkcji. Może również prowadzić do powstawania pęcherzy i porowatości, ponieważ gazy nie mają czasu uciec z jeziorka spawalniczego.
Jak więc znaleźć ten "złoty środek"? Kluczem jest ciągła obserwacja jeziorka spawalniczego. To ono jest Twoim najlepszym wskaźnikiem. Oto, na co zwracam uwagę:
- Rozmiar jeziorka: Prawidłowo prowadzone jeziorko powinno mieć stały, kontrolowany rozmiar. Jeśli zaczyna się rozlewać i staje się zbyt duże, prawdopodobnie spawasz za wolno. Jeśli jest zbyt małe i szybko zastyga, przyspiesz.
- Kształt i płynność: Obserwuj, jak metal w jeziorku się topi i układa. Powinien być płynny i równomierny. Jeśli widzisz, że metal "ucieka" lub nie nadąża za elektrodą, koryguj prędkość.
- Odległość żużla: Żużel powinien tworzyć się tuż za jeziorkiem, w niewielkiej odległości. Jeśli żużel "wyprzedza" jeziorko, spawasz za szybko. Jeśli jeziorko jest zbyt głęboko pod żużlem, jest za wolno.
- Dźwięk: Doświadczeni spawacze często polegają na dźwięku łuku. Prawidłowy łuk ma stały, syczący dźwięk. Zmiany w dźwięku mogą sygnalizować problemy z prędkością lub długością łuku.
Pamiętaj też, że prędkość spawania jest ściśle związana z natężeniem prądu i grubością materiału. Im większy prąd i grubszy materiał, tym zazwyczaj możesz spawać nieco szybciej, ale zawsze z zachowaniem kontroli nad jeziorkiem.
Długość łuku pod kontrolą: Jak uniknąć przyklejania i odprysków?
Utrzymywanie stałej i prawidłowej długości łuku to kolejny aspekt, który często sprawia trudności początkującym. Moja zasada jest prosta: długość łuku nie powinna być większa niż średnica rdzenia elektrody. Dla elektrody o średnicy 3,2 mm, łuk powinien mieć około 3 mm długości. To zapewnia stabilność procesu, minimalizuje odpryski i gwarantuje odpowiednie wtopienie.
Co się dzieje, gdy łuk jest zbyt długi?
- Niestabilność: Łuk staje się niestabilny, "rozbiegany", co utrudnia precyzyjne prowadzenie.
- Zwiększona ilość odprysków: Długi łuk sprzyja powstawaniu dużej ilości odprysków, które zanieczyszczają obszar spawania i wymagają późniejszego czyszczenia.
- Pogorszenie jakości spoiny: Wtopienie jest płytkie, spoina może być porowata, a jej wygląd znacznie się pogarsza.
- Większe zużycie elektrody: Elektroda spala się szybciej i mniej efektywnie.
A co, jeśli łuk jest zbyt krótki?
- Gaszenie łuku: Łuk łatwo gaśnie, co przerywa proces spawania i wymaga ponownego zajarzania.
- Przywieranie elektrody: Elektroda często przywiera do materiału, co jest frustrujące i może prowadzić do uszkodzenia elektrody.
- Nieregularna spoina: Ciągłe zajarzanie i gaszenie łuku prowadzi do nieregularnej, nieestetycznej spoiny.
Jak więc "wyczuć" prawidłową odległość? To kwestia praktyki. Proponuję następujące ćwiczenia:
- Ćwiczenie na sucho: Bez włączania spawarki, spróbuj utrzymać stałą odległość elektrody od materiału, przesuwając ją wzdłuż linii. Skup się na stabilności ręki.
- Spawanie na niskim prądzie: Zacznij od spawania na nieco niższym prądzie, aby proces był wolniejszy i łatwiejszy do obserwacji. Skup się wyłącznie na utrzymaniu stałej długości łuku.
- Obserwacja dźwięku: Prawidłowy łuk ma charakterystyczny, równomierny dźwięk. Jeśli dźwięk staje się przerywany lub zbyt głośny/cichy, koryguj odległość.
Rodzaje ruchów elektrodą: Od podstaw do zaawansowanych technik
Poza kątem, prędkością i długością łuku, kluczowe jest również opanowanie różnych ruchów elektrodą. To one pozwalają kontrolować szerokość spoiny, rozprowadzać ciepło i radzić sobie z różnymi szczelinami czy grubościami materiału. Podstawą jest ruch prostoliniowy, ale w miarę nabierania doświadczenia, warto poznać i stosować ruchy oscylacyjne, czyli popularne "zakosy".
Ruch prostoliniowy jest najprostszy i stosuje się go zazwyczaj do wykonywania wąskich spoin, na przykład warstw przetopowych, gdzie nie potrzebujemy dużej szerokości, a zależy nam na głębokim wtopieniu. Jest to świetny punkt wyjścia do nauki, ale w wielu sytuacjach okazuje się niewystarczający.
Kiedy potrzebujemy szerszej spoiny lub lepszego przetopu, wkraczamy w świat ruchów oscylacyjnych (zakosów). Pozwalają one na równomierne rozprowadzenie ciepła na większej powierzchni, co jest kluczowe przy łączeniu grubszych elementów lub wypełnianiu większych szczelin. Istnieje wiele wzorów zakosów, a wybór zależy od konkretnego zadania i preferencji spawacza.
Ruch zygzakowaty (tkanie): Twoja technika na szersze i solidne spoiny
Jednym z najczęściej stosowanych i najbardziej uniwersalnych ruchów oscylacyjnych jest ruch zygzakowaty, często nazywany "tkaniem" (weaving). Polega on na płynnym prowadzeniu elektrody w kształcie litery "Z" lub delikatnego "wężyka" w poprzek spoiny, jednocześnie przesuwając ją do przodu. To nie jest po prostu machanie elektrodą, ale kontrolowany ruch, który wymaga precyzji i wyczucia.
Instrukcja wykonania ruchu zygzakowatego:
- Zajarz łuk i rozpocznij spawanie ruchem prostoliniowym.
- Gdy jeziorko spawalnicze się ustabilizuje, zacznij delikatnie przesuwać elektrodę na boki, tworząc zygzak.
- Na krawędziach spoiny zatrzymaj się na ułamek sekundy. To kluczowe! Dzięki temu metal ma czas na wypełnienie krawędzi i zapobiega podtopieniom.
- Zachowaj stałą prędkość ruchu do przodu, jednocześnie wykonując regularne ruchy boczne.
- Staraj się, aby szerokość zygzaka była stała i dostosowana do pożądanej szerokości spoiny.
Kiedy warto stosować tę technikę? Ruch zygzakowaty jest niezastąpiony przy wypełnianiu większych szczelin, spawaniu pachwin (gdzie chcemy uzyskać szeroką i mocną spoinę) oraz w sytuacjach, gdy chcemy równomiernie rozprowadzić ciepło, aby uniknąć nadmiernych naprężeń w materiale. To moja ulubiona technika do uzyskiwania estetycznych i solidnych spoin na grubszych elementach.
Ósemki i półksiężyce: Ruchy dla bardziej doświadczonych
Gdy opanujesz podstawowe ruchy, możesz przejść do bardziej złożonych wzorów, takich jak "ósemki" (figure-eight) i "półksiężyce" (crescent). Te techniki dają jeszcze większą kontrolę nad jeziorkiem spawalniczym, szczególnie w trudniejszych pozycjach, gdzie grawitacja utrudnia utrzymanie metalu.
Ruch "ósemki" polega na prowadzeniu elektrody w kształcie poziomej ósemki. Jest to technika, która pozwala na bardzo precyzyjną kontrolę nad ilością wprowadzanego ciepła i rozprowadzaniem metalu. Jest szczególnie użyteczna przy spawaniu grubych blach, gdzie chcemy uzyskać głębokie wtopienie i jednocześnie szerokie lico spoiny. Pomaga również w kontrolowaniu płynności jeziorka i zapobieganiu jego "uciekaniu", zwłaszcza w pozycjach pionowych.
Ruch "półksiężyca" (lub "C") to wariant ruchu oscylacyjnego, w którym elektrodę prowadzi się w kształcie litery "C" lub odwróconego "C". Często stosuje się go w pozycjach pionowych (z dołu do góry), aby podtrzymać jeziorko spawalnicze i zapobiec jego ściekaniu. Ruch ten pozwala na efektywne wypełnianie spoiny i uzyskanie gładkiego lica, jednocześnie zapewniając dobre wtopienie w krawędzie materiału. Wymaga on jednak większej wprawy i wyczucia, aby nie wprowadzić zbyt dużo ciepła w jedno miejsce.
Z mojego doświadczenia wynika, że te zaawansowane ruchy są nieocenione, gdy musisz spawać w ciasnych przestrzeniach, w trudnych pozycjach lub gdy zależy Ci na perfekcyjnym wyglądzie spoiny. Warto je ćwiczyć, aby mieć w swoim arsenale spawalniczym narzędzia do każdego wyzwania.
Prowadzenie elektrody w różnych pozycjach: Dostosuj technikę do wyzwania
Spawanie to nie tylko praca na płaskiej powierzchni. Często musimy mierzyć się z różnymi pozycjami, a każda z nich stawia przed spawaczem inne wyzwania. To, co działa idealnie w pozycji podolnej, może okazać się katastrofą w pozycji pułapowej. Dlatego tak ważne jest, aby dostosować technikę prowadzenia elektrody do konkretnej pozycji spawania. Grawitacja staje się Twoim sprzymierzeńcem lub wrogiem, a Ty musisz nauczyć się ją wykorzystywać lub z nią walczyć.
Pozycja podolna (PA): Idealny start dla początkujących
Pozycja podolna (PA), czyli spawanie na płasko, jest zdecydowanie najłatwiejszą pozycją do nauki i idealnym punktem wyjścia dla każdego początkującego spawacza. W tej pozycji grawitacja pomaga utrzymać jeziorko spawalnicze, co znacznie ułatwia kontrolę nad procesem. Dominującą metodą jest tu ciągnięcie elektrody ("backhand"), czyli prowadzenie jej pod kątem 5-15 stopni w kierunku spawania. Pozwala to na dobre wtopienie i uzyskanie estetycznej spoiny. W pozycji PA możesz swobodnie eksperymentować z różnymi prędkościami i ruchami oscylacyjnymi, aby zrozumieć ich wpływ na jeziorko i wygląd spoiny.
Spawanie w pionie (PF/PG): Wyzwanie, które możesz opanować
Spawanie w pionie to już wyższy poziom trudności, głównie ze względu na siły grawitacji, które próbują ściągnąć stopiony metal w dół. Wyróżniamy tu dwie metody: spawanie z dołu do góry (PF) i z góry na dół (PG).
- Spawanie z dołu do góry (PF): Jest to bardziej wymagająca technika, ale daje znacznie lepsze wtopienie i jakość spoiny. W pozycji PF stosujemy metodę "pchania" ("forehand"), czyli elektrodę pochylamy o około 15 stopni w kierunku przeciwnym do ruchu (czyli w górę). Kluczowe jest tu utrzymywanie bardzo krótkiego łuku i wykonywanie szybkich, kontrolowanych ruchów oscylacyjnych (np. półksiężyce lub zygzaki), z krótkimi zatrzymaniami na krawędziach, aby metal miał czas zastygnąć i stworzyć "półkę", na której oprze się kolejna warstwa. To jest jak budowanie małego muru każda warstwa musi być stabilna, zanim położysz kolejną.
- Spawanie z góry na dół (PG): Ta metoda jest szybsza i łatwiejsza do opanowania, ale daje płytsze wtopienie. Jest często stosowana do spawania cienkich blach lub w przypadku, gdy estetyka jest ważniejsza niż maksymalna wytrzymałość. Elektrodę prowadzi się pod kątem 5-15 stopni w kierunku spawania (metoda ciągnięcia), a ruchy powinny być płynne i szybkie, aby uniknąć nadmiernego nagrzewania i ściekania metalu.
Pozycje naścienna (PC) i pułapowa (PE): Techniki dla zaawansowanych
Pozycje naścienna (PC) i pułapowa (PE) to prawdziwe wyzwanie, nawet dla doświadczonych spawaczy. W pozycji naściennej spawamy poziomo na pionowej powierzchni, a w pułapowej nad głową. W obu przypadkach grawitacja jest Twoim największym wrogiem, próbując ściągnąć stopiony metal w dół. Kluczowe zasady prowadzenia elektrody w tych pozycjach to:
- Bardzo krótki łuk: Utrzymywanie łuku o minimalnej długości jest absolutnie niezbędne, aby zminimalizować wpływ grawitacji i kontrolować jeziorko.
- Odpowiedni kąt: Kąt nachylenia elektrody powinien być precyzyjnie dobrany, aby "pchać" metal w górę (w pozycji pułapowej) lub utrzymywać go na miejscu (w pozycji naściennej). Często stosuje się kąt zbliżony do 90 stopni do powierzchni, z lekkim pochyleniem w kierunku spawania.
- Szybkie, kontrolowane ruchy: Ruchy muszą być szybkie i precyzyjne, z minimalnymi zatrzymaniami, aby metal nie zdążył ścieknąć.
- Niższy prąd: Często konieczne jest zmniejszenie natężenia prądu, aby zredukować ilość stopionego metalu i ułatwić kontrolę.
Opanowanie tych pozycji wymaga ogromnej cierpliwości i wielu godzin praktyki. Ale satysfakcja z wykonania solidnej spoiny w tak trudnych warunkach jest nie do opisania.
Najczęstsze błędy w prowadzeniu elektrody i skuteczne korekty
Nawet najbardziej doświadczonym spawaczom zdarzają się błędy, ale kluczem jest umiejętność ich rozpoznawania i korygowania. Pamiętaj, że wady spoiny rzadko są dziełem przypadku zazwyczaj wynikają z konkretnych błędów w technice prowadzenia elektrody. Oto najczęstsze problemy, z którymi się spotykam, i ich przyczyny:
Z mojego doświadczenia wynika, że te błędy są najbardziej powszechne. Kluczem do ich unikania jest ciągła obserwacja jeziorka spawalniczego i natychmiastowa korekta techniki.
- Nieregularne lico spoiny: Często spowodowane niestabilną prędkością prowadzenia elektrody, zmienną długością łuku lub nieregularnymi ruchami oscylacyjnymi.
- Podtopienia na krawędziach spoiny: Zazwyczaj wynikają z zbyt szybkiego prowadzenia elektrody, zbyt wysokiego prądu lub niewystarczającego zatrzymywania się na krawędziach podczas ruchów oscylacyjnych.
- Porowatość (pęcherze w spoinie): Może być efektem zbyt długiego łuku (gazy atmosferyczne dostają się do jeziorka), zbyt szybkiego spawania (gazy nie zdążą uciec), zanieczyszczonego materiału lub wilgotnej elektrody.
- Brak wtopienia (niepełny przetop): Najczęściej spowodowany zbyt szybkim spawaniem, zbyt niskim prądem, zbyt długim łukiem lub niewłaściwym kątem nachylenia elektrody.
- Nadmiernie wypukła spoina: Wskazuje na zbyt wolne prowadzenie elektrody lub zbyt niski prąd, co powoduje nadmierne nagromadzenie metalu.
- Wklęsła spoina: Może być wynikiem zbyt wysokiego prądu lub zbyt długiego łuku, co powoduje "wypalenie" metalu.
- Przyklejanie elektrody: Zbyt niski prąd spawania, zbyt krótki łuk lub złe zajarzanie.
Dlaczego moja elektroda przywiera? Diagnoza i rozwiązanie
Przywieranie elektrody to jedna z najbardziej frustrujących rzeczy dla początkującego spawacza, a nawet dla mnie, gdy mam gorszy dzień. Jest to jednak problem, który ma swoje konkretne przyczyny i rozwiązania. Najczęściej wynika on z zbyt niskiego prądu spawania, który nie jest wystarczający do utrzymania stabilnego łuku i stopienia elektrody. Inne przyczyny to zbyt krótki łuk (elektroda dotyka materiału zamiast utrzymywać łuk) lub zły kąt startowy, który utrudnia zajarzenie.
Na szczęście, nowoczesne spawarki inwertorowe są wyposażone w funkcje, które znacznie minimalizują ten problem. Mówię tu o:
- Anti Stick: Ta funkcja automatycznie obniża prąd spawania, gdy elektroda przywiera do materiału, co ułatwia jej oderwanie i zapobiega przegrzaniu.
- Arc Force (dynamika łuku): Zwiększa prąd spawania w momencie, gdy łuk staje się zbyt krótki, co pomaga utrzymać jego stabilność i zapobiega przywieraniu.
- Hot Start (gorący start): Zapewnia chwilowy wzrost prądu na początku spawania, co ułatwia zajarzenie łuku.
Jeśli Twoja spawarka nie ma tych funkcji, musisz po prostu ćwiczyć precyzyjne zajarzanie i utrzymywanie odpowiedniej długości łuku. Pamiętaj, że elektroda nie powinna "stukać" o materiał, ale delikatnie go dotknąć i szybko odsunąć na odpowiednią odległość.
Jak walczyć z magnetycznym "ściąganiem" łuku?
Zjawisko odchylenia łuku magnetycznego, czyli "arc blow", to coś, z czym spotkasz się szczególnie przy spawaniu prądem stałym (DC), zwłaszcza w narożnikach, przy krawędziach lub na końcach spoiny. Polega ono na tym, że łuk "ucieka" z zamierzonego toru, jest niestabilny i trudny do kontrolowania. Dzieje się tak z powodu nierównomiernego rozkładu pola magnetycznego w spawanym elemencie.
Jak sobie z tym radzić? Oto moje praktyczne porady:- Zmiana kąta elektrody: Najprostszym sposobem jest świadoma zmiana kąta nachylenia elektrody. Jeśli łuk ucieka w jednym kierunku, spróbuj pochylić elektrodę w przeciwnym kierunku, aby skompensować siłę magnetyczną.
- Zmiana punktu podłączenia masy: Czasami wystarczy zmienić położenie zacisku masowego. Podłączenie masy bliżej miejsca spawania lub po drugiej stronie elementu może pomóc w równomierniejszym rozłożeniu pola magnetycznego.
- Spawanie krótkimi odcinkami: W miejscach szczególnie podatnych na "arc blow", spawaj krótkimi, zachodzącymi na siebie odcinkami.
- Zmniejszenie prądu: Czasami lekkie zmniejszenie prądu spawania może pomóc w stabilizacji łuku.
- Użycie prądu przemiennego (AC): Jeśli masz taką możliwość, w niektórych przypadkach spawanie prądem przemiennym (AC) może całkowicie wyeliminować problem "arc blow", ponieważ pole magnetyczne zmienia swoją polaryzację.
To zjawisko jest irytujące, ale z czasem nauczysz się je rozpoznawać i szybko korygować technikę.
Przeczytaj również: Co można spawać migomatem? Pełny poradnik materiałów i technik
Praktyka czyni mistrza: Ćwiczenia i wskazówki do doskonalenia
Pamiętaj, że teoria to jedno, a praktyka to drugie. Żaden artykuł nie zastąpi godzin spędzonych ze spawarką w ręku. Aby podsumować, oto kluczowe zasady, które zawsze powinny Ci towarzyszyć:
- Stały kąt: Utrzymuj elektrodę pod stałym kątem 5-15 stopni (lub dostosuj do pozycji).
- Stała prędkość: Obserwuj jeziorko spawalnicze i dostosowuj prędkość, aby było płynne i miało stały rozmiar.
- Stała długość łuku: Nie dłuższa niż średnica rdzenia elektroody.
- Właściwy ruch: Wybieraj odpowiedni ruch (prostoliniowy, zygzak, ósemka) do zadania.
- Czystość materiału: Zawsze spawaj na czystym, odtłuszczonym materiale.
- Dobór parametrów: Upewnij się, że prąd i rodzaj elektrody są odpowiednie do grubości materiału.
Zachęcam Cię do regularnych ćwiczeń na złomie. Nie bój się popełniać błędów to najlepsza droga do nauki. Oto kilka prostych ćwiczeń, które pomogą Ci doskonalić każdą z omówionych technik:
- Ćwiczenie na prostą linię: Na kawałku blachy spróbuj wykonać jak najprostszą i najbardziej regularną spoinę, skupiając się wyłącznie na utrzymaniu stałego kąta, prędkości i długości łuku. Nie przejmuj się na razie ruchami oscylacyjnymi.
- Ćwiczenie na zakosy (zygzak): Gdy opanujesz prostą linię, spróbuj wykonać spoiny z ruchem zygzakowatym. Skup się na równomiernym zatrzymywaniu się na krawędziach i utrzymaniu stałej szerokości.
- Spawanie pachwin: Poćwicz spawanie w pozycji pachwinowej (np. dwóch blach pod kątem 90 stopni). To doskonałe ćwiczenie na kontrolę jeziorka i ruchów oscylacyjnych.
- Spawanie w pionie: Zacznij od spawania z góry na dół (PG) na cienkiej blasze, a następnie przejdź do trudniejszego spawania z dołu do góry (PF) na grubszym materiale. Skup się na metodzie "pchania" i kontroli ściekającego metalu.
- Spawanie w różnych pozycjach: Regularnie zmieniaj pozycje spawania (podolna, naścienna, pułapowa), aby przyzwyczaić się do różnych wyzwań, jakie stawia grawitacja.
Pamiętaj, że cierpliwość i konsekwencja to Twoi najlepsi sprzymierzeńcy w nauce spawania. Każda kolejna spoina to nowa lekcja. Powodzenia!