Spawanie metodą MIG/MAG to jedna z najpopularniejszych i najbardziej wszechstronnych technik łączenia metali, która z powodzeniem znajduje zastosowanie zarówno w przemyśle, jak i w przydomowym warsztacie. Jeśli zastanawiasz się, jak zacząć swoją przygodę ze spawaniem lub chcesz poszerzyć swoje umiejętności, ten praktyczny poradnik krok po kroku jest właśnie dla Ciebie. Pokażę Ci, że spawanie migomatem to umiejętność, którą możesz opanować, a satysfakcja z samodzielnie wykonanych projektów będzie ogromna.
Spawanie MIG/MAG dla początkujących praktyczny poradnik krok po kroku
- Spawanie MIG/MAG to wydajna metoda łukowa z drutem topliwym w osłonie gazu, idealna do różnorodnych zastosowań.
- Niezbędny sprzęt to spawarka (migomat), butla z gazem, drut spawalniczy oraz kompletna odzież ochronna.
- Kluczowe jest odpowiednie przygotowanie materiału (czyszczenie) i stanowiska pracy.
- Prawidłowe ustawienie parametrów spawarki (napięcie, prąd, posuw drutu, przepływ gazu) decyduje o jakości spoiny.
- Opanowanie technik prowadzenia uchwytu (pchanie/ciągnięcie) i obserwacja jeziorka spawalniczego to podstawa.
- Pamiętaj o bezpieczeństwie: ochrona oczu, skóry i dróg oddechowych oraz odpowiednia wentylacja są absolutnie kluczowe.
Rozpocznij przygodę ze spawaniem MIG/MAG
Spawanie MIG/MAG, czyli Metal Inert Gas / Metal Active Gas, to proces spawania łukowego, w którym do łączenia metali używana jest elektroda topliwa w postaci drutu, podawanego w sposób ciągły przez podajnik. Cały proces odbywa się w osłonie gazów, które chronią jeziorko spawalnicze przed wpływem atmosfery. To właśnie ta metoda jest ceniona za swoją wysoką wydajność, dobrą jakość spoin oraz ogromną uniwersalność, co czyni ją idealnym wyborem dla początkujących hobbystów i majsterkowiczów.
Różnica, która ma znaczenie: MIG kontra MAG co wybrać?
Kluczowa różnica między spawaniem MIG a MAG leży w rodzaju używanego gazu osłonowego. W metodzie MIG (Metal Inert Gas) stosuje się gazy obojętne, takie jak argon czy hel. Są one idealne do spawania metali nieżelaznych, na przykład aluminium czy miedzi, a także stali wysokostopowych, gdzie nie chcemy, aby gaz wchodził w reakcję z jeziorkiem spawalniczym.
Natomiast w metodzie MAG (Metal Active Gas) wykorzystuje się gazy aktywne, najczęściej dwutlenek węgla (CO2) lub jego mieszanki z argonem (np. 82% argonu i 18% CO2). Gazy aktywne reagują z jeziorkiem spawalniczym, co wpływa na charakterystykę łuku i spoiny. Metoda MAG jest powszechnie stosowana do spawania stali konstrukcyjnych, niskostopowych i niestopowych, czyli tych, z którymi najczęściej mamy do czynienia w domowym warsztacie.
Kluczowe zalety spawania migomatem: Szybkość, jakość i uniwersalność
- Wysoka wydajność: Spawanie MIG/MAG jest znacznie szybsze niż tradycyjne spawanie elektrodą otuloną. Ciągłe podawanie drutu eliminuje potrzebę częstej wymiany elektrody, co przyspiesza pracę.
- Dobra jakość spoin: Dzięki stałej osłonie gazowej i stabilnemu łukowi, spoiny są zazwyczaj gładkie, estetyczne i charakteryzują się dobrym wtopieniem. To ważne, zwłaszcza gdy zależy nam na wyglądzie gotowego elementu.
- Uniwersalność zastosowań: Metoda ta pozwala na spawanie szerokiej gamy materiałów o różnych grubościach. Od cienkich blach samochodowych po grube profile konstrukcyjne migomat poradzi sobie z wieloma wyzwaniami.

Niezbędny sprzęt i materiały do spawania MIG/MAG
Zanim przystąpisz do spawania, musisz upewnić się, że masz kompletny i sprawny sprzęt. Nie ma tu miejsca na kompromisy, zwłaszcza jeśli chodzi o bezpieczeństwo. Oto lista tego, co będzie Ci potrzebne:
- Spawarka MIG/MAG (migomat): To serce Twojego stanowiska. Urządzenie z wbudowanym podajnikiem drutu, które dostarcza prąd i gaz.
- Butla z gazem osłonowym: Zawiera gaz, który chroni jeziorko spawalnicze. Wybór gazu zależy od spawanego materiału (np. CO2 lub mieszanka Ar/CO2 do stali czarnej).
- Drut spawalniczy: Elektrodę topliwą, która tworzy spoinę. Musi być dobrany do rodzaju i grubości spawanego materiału.
- Reduktor do butli gazowej: Niezbędny do regulacji ciśnienia i przepływu gazu z butli do spawarki.
- Przyłbica spawalnicza: Absolutna podstawa! Chroni oczy i twarz przed promieniowaniem UV/IR oraz odpryskami. Polecam samościemniającą.
- Rękawice i odzież ochronna: Rękawice spawalnicze i niepalna odzież (np. bawełniana, skórzana) chronią skórę przed wysoką temperaturą, iskrami i promieniowaniem.
- Narzędzia dodatkowe: Młotek spawalniczy do usuwania żużlu (jeśli spawasz drutem samoosłonowym), szczotka druciana do czyszczenia spoin, kombinerki do obcinania drutu.
Serce operacji: Jak wybrać pierwszy migomat?
Migomat, czyli spawarka MIG/MAG, to urządzenie, które łączy w sobie źródło prądu, podajnik drutu i często również miejsce na butlę z gazem. Dla początkujących polecam szukać urządzeń inwertorowych, które są lżejsze, bardziej kompaktowe i oferują lepszą kontrolę nad parametrami spawania. Przy wyborze zwróć uwagę na zakres regulacji prądu (im szerszy, tym lepiej), cykl pracy (jak długo spawarka może pracować bez przerwy) oraz możliwość spawania różnymi rodzajami drutu. Warto też sprawdzić, czy urządzenie ma funkcje ułatwiające spawanie, takie jak synergia, która automatycznie dobiera parametry.
Gaz osłonowy niewidzialny strażnik idealnej spoiny (CO2, Argon, Mieszanki)
Gaz osłonowy odgrywa kluczową rolę w spawaniu MIG/MAG. Jego zadaniem jest ochrona roztopionego metalu przed kontaktem z powietrzem, które zawiera tlen i azot pierwiastki mogące osłabić spoinę i spowodować jej porowatość. Jak już wspomniałem, do stali czarnej najczęściej używa się czystego CO2 lub mieszanki argonu z CO2 (np. 82% Ar / 18% CO2). Mieszanka daje zazwyczaj bardziej stabilny łuk i mniej rozprysków. Do butli z gazem zawsze potrzebny jest reduktor, który pozwoli Ci precyzyjnie ustawić ciśnienie i przepływ gazu, co jest niezwykle ważne dla jakości spoiny.
Dobór drutu spawalniczego: Jaki rodzaj i średnica do Twoich projektów?
Drut spawalniczy to materiał, który topi się, tworząc spoinę. Jego dobór jest kluczowy i zależy od kilku czynników. Po pierwsze, musi być zgodny z rodzajem spawanego materiału inny drut do stali czarnej, inny do nierdzewnej, a jeszcze inny do aluminium. Po drugie, średnica drutu powinna być dopasowana do grubości materiału i zakresu prądu Twojej spawarki. Dla początkujących i do typowych prac warsztatowych najczęściej stosuje się druty o średnicy 0.8 mm lub 1.0 mm. Zawsze upewnij się, że drut jest suchy i czysty, aby uniknąć problemów ze spoiną.Niezbędne minimum: Przyłbica, rękawice i odzież ochronna
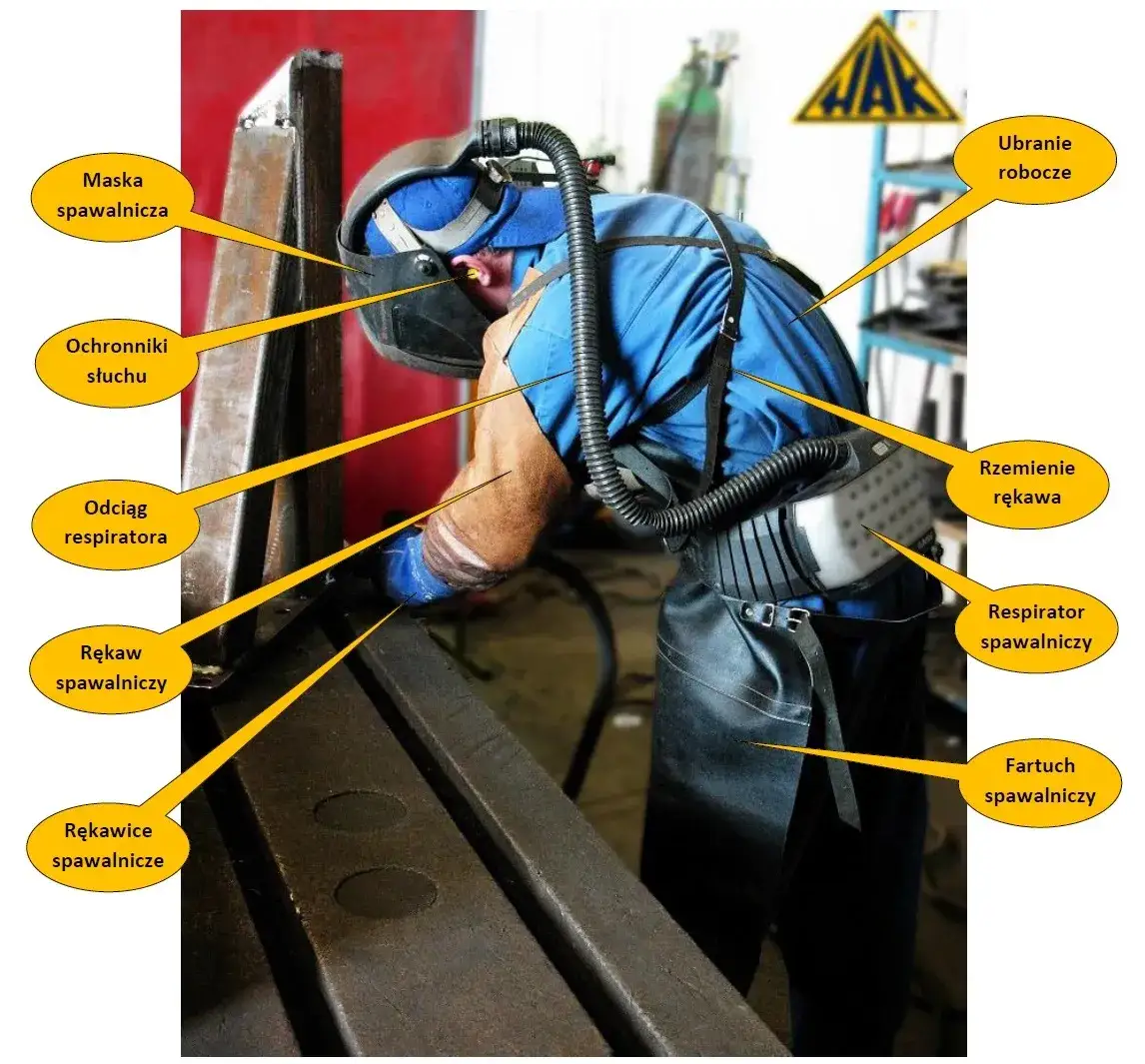
Nie mogę wystarczająco podkreślić znaczenia odpowiedniej odzieży ochronnej. Spawanie to proces, który generuje intensywne promieniowanie UV i IR, a także gorące odpryski metalu. Przyłbica spawalnicza jest absolutną podstawą chroni Twoje oczy i twarz przed poparzeniami i uszkodzeniem wzroku. Rękawice spawalnicze zabezpieczają dłonie przed wysoką temperaturą i iskrami, a niepalna odzież chroni resztę ciała. Nigdy nie spawaj w krótkim rękawku czy otwartych butach to proszenie się o kłopoty!Przygotowanie stanowiska i materiału do spawania
Dobre przygotowanie to połowa sukcesu w spawaniu. Zanim włączysz spawarkę, poświęć chwilę na uporządkowanie stanowiska i przygotowanie materiału. To zapewni bezpieczeństwo i ułatwi uzyskanie wysokiej jakości spoiny.
- Oczyść i przygotuj stanowisko pracy: Upewnij się, że w pobliżu nie ma żadnych materiałów łatwopalnych. Zadbaj o dobrą wentylację i stabilne podłoże.
- Podłącz butlę z gazem i ustaw reduktor: Prawidłowe podłączenie i ustawienie przepływu gazu to podstawa.
- Zamontuj szpulę z drutem i wyreguluj rolki podajnika: Drut musi być podawany płynnie i bez zacięć.
- Oczyść spawany materiał: Rdza, farba, olej czy brud to wrogowie dobrej spoiny.
- Podłącz zacisk masowy: Upewnij się, że zacisk masowy jest solidnie przymocowany do spawanego elementu lub stołu spawalniczego.
Krok 1: Podłączenie butli z gazem i ustawienie reduktora
Pierwszym krokiem jest bezpieczne podłączenie butli z gazem osłonowym do spawarki. Upewnij się, że butla jest stabilnie zamocowana. Następnie zamontuj reduktor na zaworze butli i dokręć go kluczem. Po otwarciu zaworu butli, za pomocą pokrętła na reduktorze ustaw odpowiedni przepływ gazu. Dla większości zastosowań i drutów o średnicy 0.8-1.0 mm, optymalny przepływ to zazwyczaj 10-15 litrów na minutę. Zbyt mały przepływ nie zapewni odpowiedniej osłony, a zbyt duży może powodować turbulencje i wciąganie powietrza.
Krok 2: Montaż szpuli z drutem i regulacja rolek podajnika
Otwórz komorę podajnika drutu w spawarce i zamontuj szpulę z drutem na trzpieniu. Upewnij się, że drut rozwija się swobodnie. Następnie przełóż drut przez rolki podajnika i do prowadnika uchwytu spawalniczego. Rolki podajnika muszą być odpowiednio wyregulowane nie za mocno, aby nie zgniatały drutu, ale też nie za luźno, aby drut nie ślizgał się i był podawany płynnie. Zbyt mocne zaciśnięcie może prowadzić do zacięć i uszkodzenia drutu, a zbyt słabe do niestabilnego podawania.
Krok 3: Czyszczenie metalu sekret spoiny bez porów i zanieczyszczeń
To jeden z najważniejszych, a często niedocenianych etapów. Powierzchnia spawanego materiału musi być idealnie czysta. Rdza, farba, olej, smar, wilgoć czy nawet brud mogą prowadzić do poważnych defektów spoiny, takich jak porowatość, pęcherze gazowe czy wtrącenia. Użyj szczotki drucianej, szlifierki kątowej lub papieru ściernego, aby dokładnie oczyścić obszar spawania. Pamiętaj, że czysta powierzchnia to gwarancja mocnej i estetycznej spoiny.
Jak ustawić parametry spawarki MIG/MAG dla idealnej spoiny
Prawidłowe ustawienie parametrów spawarki to klucz do sukcesu. To trochę jak gotowanie odpowiednie proporcje składników dają najlepszy efekt. W spawaniu MIG/MAG musisz zgrać ze sobą kilka elementów, aby uzyskać optymalną spoinę.
- Regulacja napięcia łuku (V): Wpływa na kształt spoiny i ilość rozprysków.
- Moc w Twoich rękach: Dobór prędkości podawania drutu i natężenia prądu (A).
- Optymalny przepływ gazu (l/min): Ile to "w sam raz"?
- Praktyczny test: Jak sprawdzić ustawienia na próbnym materiale?
Regulacja napięcia łuku (V): Jak wpływa na spoinę i unikać rozprysków?
Napięcie łuku, mierzone w woltach (V), ma ogromny wpływ na kształt spoiny, jej szerokość oraz ilość rozprysków. Zbyt wysokie napięcie spowoduje, że łuk będzie niestabilny, a rozprysków będzie bardzo dużo, co jest niepożądane. Spoina będzie płaska i szeroka. Z kolei zbyt niskie napięcie utrudni proces spawania, łuk będzie krótki i niestabilny, a drut może się przyklejać do materiału. Zawsze staram się znaleźć "złoty środek", który zapewni stabilny łuk i minimalny rozprysk.
Moc w Twoich rękach: Dobór prędkości podawania drutu i natężenia prądu (A)
Prędkość podawania drutu (mierzona w metrach na minutę) jest bezpośrednio związana z natężeniem prądu spawania (mierzonego w amperach). Im szybciej podajesz drut, tym wyższy prąd jest potrzebny do jego stopienia. To jest ten parametr, który w dużej mierze decyduje o energii liniowej i wtopieniu. Zbyt mała prędkość drutu (za niski prąd) spowoduje brak przetopu i "zimne" spoiny, a zbyt duża (za wysoki prąd) może prowadzić do przepaleń, zwłaszcza na cienkich materiałach. Dobieraj prędkość do grubości materiału im grubszy materiał, tym większa prędkość drutu, a co za tym idzie, wyższy prąd.
Optymalny przepływ gazu (l/min): Ile to "w sam raz"?
Jak już wspomniałem, przepływ gazu jest kluczowy dla ochrony jeziorka spawalniczego. Zazwyczaj ustawia się go w zakresie 10-15 litrów na minutę. Zbyt mały przepływ nie zapewni wystarczającej osłony, co skutkuje porowatością spoiny. Z kolei zbyt duży przepływ może prowadzić do turbulencji, które wciągają powietrze atmosferyczne do strefy spawania, co również negatywnie wpływa na jakość spoiny. Zawsze sprawdzam przepływ gazu przed rozpoczęciem spawania, aby mieć pewność, że jest on optymalny.
Praktyczny test: Jak sprawdzić ustawienia na próbnym materiale?
Zanim zaczniesz spawać właściwy element, zawsze, ale to zawsze, wykonaj test na kawałku materiału o tej samej grubości i rodzaju. To pozwoli Ci zweryfikować poprawność dobranych parametrów i dokonać ewentualnych korekt. Sprawdź, czy spoina ma odpowiedni kształt, czy nie ma nadmiernych rozprysków, czy wtopienie jest prawidłowe i czy nie występują żadne defekty. To prosta, ale niezwykle skuteczna metoda na uniknięcie błędów na docelowym elemencie.
Podstawowe techniki prowadzenia uchwytu spawalniczego
Samo ustawienie parametrów to nie wszystko. Równie ważna jest umiejętność prawidłowego prowadzenia uchwytu spawalniczego. To właśnie od Twoich rąk zależy, czy spoina będzie równa, mocna i estetyczna.
- Prawidłowy chwyt i pozycja: Jak utrzymać stabilność i kontrolę?
- Kąt ma znaczenie: Jak nachylenie palnika wpływa na wtopienie?
- Technika pchania czy ciągnięcia? Kiedy i którą stosować?
- Obserwacja jeziorka spawalniczego: Naucz się "czytać" proces spawania.
Prawidłowy chwyt i pozycja: Jak utrzymać stabilność i kontrolę?
Stabilność to podstawa. Uchwyt spawalniczy należy trzymać pewnie, ale bez nadmiernego ściskania. Najlepiej jest opierać łokcie lub przedramiona o stół lub inny stabilny punkt, co pozwoli Ci na precyzyjne i płynne prowadzenie palnika. Przyjmij wygodną pozycję, która pozwoli Ci na swobodny ruch wzdłuż całej długości spoiny. Pamiętaj, że drżenie rąk to wróg równej spoiny.
Kąt ma znaczenie: Jak nachylenie palnika wpływa na wtopienie?
Kąt, pod jakim prowadzisz uchwyt spawalniczy w stosunku do spawanej powierzchni, ma bezpośredni wpływ na wtopienie i kształt spoiny. Zazwyczaj zaleca się prowadzenie uchwytu pod kątem 10-15 stopni. Zbyt duży kąt może prowadzić do niestabilnego łuku i gorszej osłony gazowej, a zbyt mały utrudnia obserwację jeziorka i może powodować wtrącenia. Eksperymentuj na próbkach, aby znaleźć kąt, który daje Ci najlepsze rezultaty.
Technika pchania czy ciągnięcia? Kiedy i którą stosować?
W spawaniu MIG/MAG wyróżniamy dwie główne techniki prowadzenia uchwytu: pchanie i ciągnięcie.
Technika pchania (od siebie): Polega na pchaniu uchwytu przed jeziorkiem spawalniczym. Daje ona zazwyczaj płytsze wtopienie i szerszą, bardziej płaską spoinę. Jest często stosowana przy spawaniu cienkich materiałów, gdzie ryzyko przepalenia jest większe, oraz gdy zależy nam na estetyce lica spoiny. Pamiętaj o utrzymaniu stałej prędkości ruchu.
Technika ciągnięcia (do siebie): Polega na ciągnięciu uchwytu za jeziorkiem spawalniczym. Zapewnia głębsze wtopienie i węższą, bardziej wypukłą spoinę. Jest preferowana przy spawaniu grubszych materiałów, gdzie wymagane jest solidne połączenie. Niezależnie od wybranej techniki, kluczowe jest utrzymanie stałej prędkości ruchu, aby spoina była jednolita.
Obserwacja jeziorka spawalniczego: Naucz się "czytać" proces spawania
Jedną z najważniejszych umiejętności, którą musisz opanować, jest obserwacja jeziorka spawalniczego. To roztopiony metal, który tworzy spoinę. Jego wygląd, rozmiar i sposób, w jaki się zachowuje, są najlepszym wskaźnikiem tego, czy proces spawania przebiega prawidłowo. Jeśli jeziorko jest zbyt duże lub zbyt płynne, prawdopodobnie masz za wysoki prąd. Jeśli jest małe i szybko zastyga, prąd może być za niski. Naucz się "czytać" jeziorko, a będziesz w stanie korygować błędy w czasie rzeczywistym.
Unikaj typowych błędów w spawaniu MIG/MAG
Każdy początkujący spawacz popełnia błędy to naturalna część nauki. Ważne jest, aby wiedzieć, jakie są najczęstsze problemy i jak ich unikać. Dzięki temu szybciej będziesz robić postępy.
Problem: Porowata spoina. Rozwiązanie: Kontrola gazu osłonowego
Porowatość spoiny, czyli małe dziurki lub pęcherzyki w spoinie, to jeden z najczęstszych problemów. Najczęściej jest spowodowana nieodpowiednią osłoną gazową. Przyczyny mogą być różne: zbyt mały lub zbyt duży przepływ gazu, przeciągi na stanowisku pracy, nieszczelności w układzie gazowym, a nawet zanieczyszczenia na spawanej powierzchni. Upewnij się, że reduktor jest prawidłowo ustawiony, spawasz w miejscu osłoniętym od wiatru i że cały sprzęt jest szczelny. Pamiętaj też o dokładnym czyszczeniu materiału!
Problem: Brak przetopu lub przyklejanie drutu. Rozwiązanie: Korekta prądu i techniki
Jeśli drut przykleja się do materiału lub spoina jest tylko "nałożona" na powierzchnię, bez głębokiego wtopienia, oznacza to, że masz zbyt niską energię liniową. Przyczyną może być za mały prąd spawania, za duża prędkość podawania drutu lub po prostu za szybkie prowadzenie uchwytu. Spróbuj zwiększyć prąd lub zmniejszyć prędkość podawania drutu, a także zwolnij ruch palnika. Upewnij się, że kąt uchwytu jest prawidłowy, aby łuk mógł efektywnie wtopić się w materiał.
Problem: Przepalanie cienkich materiałów. Rozwiązanie: Szybkość i odpowiednie parametry
Przepalanie cienkich blach to zmora wielu początkujących. Zazwyczaj jest to wynik zbyt wysokiego prądu lub zbyt wolnej prędkości spawania. Aby temu zapobiec, zmniejsz prąd, zwiększ prędkość podawania drutu i przede wszystkim przyspiesz ruch uchwytu. Możesz również spróbować spawać techniką punktową, czyli krótkimi, przerywanymi impulsami, aby materiał miał czas ostygnąć między kolejnymi punktami.
Problem: Nierówna i "brzydka" spoina. Rozwiązanie: Ćwiczenie stałej prędkości ruchu
Estetyka spoiny jest często pierwszym, co rzuca się w oczy. Nierówna, poszarpana lub nieregularna spoina najczęściej wynika z braku stałej prędkości ruchu i niestabilnego prowadzenia uchwytu. Rozwiązanie jest proste, choć wymaga praktyki: ćwicz utrzymywanie stałej prędkości i kąta uchwytu. Staraj się prowadzić palnik płynnym, jednostajnym ruchem. Z czasem Twoje ręce nabiorą wprawy, a spoiny będą coraz piękniejsze.
Spawanie drutem samoosłonowym mobilna alternatywa
Dla tych, którzy cenią sobie mobilność i nie chcą martwić się butlą z gazem, istnieje alternatywa: spawanie drutem samoosłonowym, znanym również jako FCAW (Flux-Cored Arc Welding). To metoda, która ma swoje specyficzne zastosowania i zalety, ale też pewne wady, o których warto wiedzieć.
Jak działa drut samoosłonowy i jakie są jego główne zalety?
Drut samoosłonowy różni się od standardowego drutu MIG/MAG tym, że w jego rdzeniu znajduje się topnik. Podczas spawania topnik ten topi się i wytwarza gazy osłonowe, które chronią jeziorko spawalnicze przed atmosferą. Oznacza to, że nie potrzebujesz butli z gazem osłonowym, co jest jego największą zaletą. Do głównych zalet drutu samoosłonowego zaliczyłbym:
- Brak butli z gazem: Znacząco zwiększa mobilność i ułatwia transport sprzętu.
- Mniejsza wrażliwość na przeciągi: Gazy osłonowe wytwarzane przez topnik są bardziej odporne na rozpraszanie przez wiatr, co sprawia, że spawanie na zewnątrz jest łatwiejsze.
- Głębsze wtopienie: Często zapewnia głębsze wtopienie niż standardowy drut lity.
Praktyczne zastosowanie: Idealne rozwiązanie do pracy w terenie
Ze względu na brak konieczności używania butli z gazem, spawanie drutem samoosłonowym jest idealnym rozwiązaniem do pracy w terenie, na budowach czy w miejscach, gdzie transport butli jest utrudniony. Jeśli często spawasz na zewnątrz lub potrzebujesz maksymalnej mobilności, to jest to opcja warta rozważenia.
O czym musisz pamiętać? Zmiana biegunowości w spawarce
Bardzo ważną kwestią przy spawaniu drutem samoosłonowym jest konieczność zmiany biegunowości w spawarce. W większości przypadków, uchwyt spawalniczy należy podłączyć do bieguna ujemnego (-), a zacisk masowy do bieguna dodatniego (+). Zawsze sprawdź instrukcję producenta drutu i spawarki, aby upewnić się, że biegunowość jest ustawiona prawidłowo, ponieważ błąd w tej kwestii może skutkować niestabilnym łukiem i słabą jakością spoiny.
Przeczytaj również: Ile zarabia spawacz na godzinę w Polsce? Sprawdź aktualne stawki!
Bezpieczeństwo spawania to podstawa
Spawanie to fascynujące zajęcie, ale nie można zapominać, że wiąże się z pewnymi zagrożeniami. Bezpieczeństwo i higiena pracy (BHP) to absolutny priorytet. Nigdy nie bagatelizuj tych zasad Twoje zdrowie i życie są najważniejsze.
- Ochrona oczu i skóry: Dlaczego przyłbica to absolutna podstawa?
- Niewidzialne zagrożenie: Jak zadbać o wentylację i ochronę dróg oddechowych?
- Zagrożenie pożarowe: Jak zabezpieczyć swoje miejsce pracy?
Ochrona oczu i skóry: Dlaczego przyłbica to absolutna podstawa?
Spawanie generuje intensywne promieniowanie ultrafioletowe (UV) i podczerwone (IR), które jest niewidoczne, ale niezwykle szkodliwe dla oczu i skóry. Promieniowanie UV może spowodować "ślepotę śnieżną" (zapalenie spojówek i rogówki), a długotrwała ekspozycja prowadzi do poważnych uszkodzeń wzroku. Przyłbica spawalnicza, najlepiej samościemniająca, jest absolutnie niezbędna. Dodatkowo, gorące odpryski metalu mogą spowodować poparzenia. Dlatego zawsze noszę rękawice spawalnicze i pełny strój ochronny, aby chronić całe ciało.
Niewidzialne zagrożenie: Jak zadbać o wentylację i ochronę dróg oddechowych?
Podczas spawania powstają szkodliwe dymy i gazy, które mogą podrażniać drogi oddechowe, a w dłuższej perspektywie prowadzić do poważnych chorób płuc. Niewidzialne zagrożenie, jakim są te opary, wymaga odpowiedniej reakcji. Dlatego dobra wentylacja stanowiska pracy jest kluczowa. Spawaj w dobrze przewietrzanym pomieszczeniu, a jeśli to niemożliwe, użyj wyciągu spawalniczego lub maski z filtrem. Nigdy nie spawaj w zamkniętych, niewentylowanych przestrzeniach.
Zagrożenie pożarowe: Jak zabezpieczyć swoje miejsce pracy?
Iskry i odpryski gorącego metalu mogą łatwo zaprószyć ogień. Przed rozpoczęciem spawania zawsze upewnij się, że w promieniu kilku metrów od miejsca pracy nie ma żadnych materiałów łatwopalnych papieru, tkanin, drewna, benzyny czy innych substancji chemicznych. Jeśli pracujesz w pobliżu materiałów, których nie da się usunąć, zabezpiecz je niepalnymi osłonami. Zawsze miej pod ręką gaśnicę lub wiadro z piaskiem. Lepiej zapobiegać, niż później gasić pożar.